Russian and foreign polyurethanes for molds
There are many brands of polyurethanes on the international market: adiprenes, poremolds, vulkollans, vulcoprenes. Among the Russian brands, one can note NIC-PU 5, SKU-PFL-100. They are obtained from domestic polyesters and are not worse, and in some parameters are much better than imported counterparts.
Polyurethane grades differ from each other in chemical composition, the construction of the polymer chain, the number of urethane groups, and the molecular weight of a particular material.
The complex of differences determines the properties of a particular polymer. The properties of these materials can be controlled by careful selection of the starting materials. In this case, it is possible to obtain both crosslinked and branched polymer chains, to control the number of crosslinks, flexibility of polymer molecules and intermolecular bonds.

Polyurethane elastomers are made by many methods. The most common is prepolymer, consisting of the stages:
- The diisocyanates are reacted with the diol. A low molecular weight prepolymer is obtained in the form of a liquid or a low melting solid. This product is highly reactive.
- The prepolymer is mixed with diamine or glycol. A polymerization reaction begins, lasting from several hours to several days. The cure rate can be controlled by catalysts such as tin, platinum, copper.
Making a matrix with your own hands
To make polyurethane molds with your own hands, you need an artificial stone or samples of natural material and a two-component cast polyurethane. For the manufacture of the frame, it is necessary to prepare an even piece of MDF or chipboard according to the size of the shape and pieces of boards for the sidewalls.
Copied stone samples are fixed on the surface of the slab with sanitary silicone. The distance between them and from the samples to the side walls should not be less than one centimeter. Next, the formwork from the boards is mounted. The frame joints are sealed with silicone. Samples and formwork are treated with a release agent.
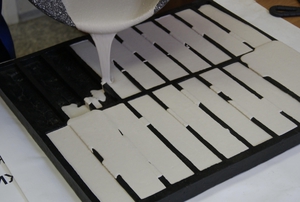
Polyurethane is prepared as follows: the components are measured in separate containers according to the instructions and mixed without foaming until smooth with a low-speed drill with a nozzle. The finished solution is poured over the samples 1 - 3 cm above the level of the stones. After settling for 24 hours, the formwork is disassembled, the samples are removed from the mold, it is allowed to settle for the time required for the technological process.
How to make a polyurethane mold. Instructions
First of all, the matrix needs to be dried, because moisture may remain on it (which is not felt in any way) and it was because of this moisture that I had a bunch of bubbles on the back of the mold. I take a construction hair dryer and dry it for 3-5 minutes. But you need to dry so that the stone does not heat up too much, because the silicone on which it is glued can be heated. After drying, after about 5 minutes, as the stone has reached room temperature, release agent can be applied. I do it in 2 layers at intervals of a few minutes. I take VS-M and at a distance of 20-30 cm I spray it into all areas of the matrix, at different angles. One can is enough for me for 2 forms, with an area of ~ 0.2 sq. meters. Next, you need to dilute the compound, but first we determine its amount.
How to find out how much polyurethane is needed?
Take a ready-made matrix with bolted bars (preferably before processing with a release agent) and pour something free-flowing into it. I saw on YouTube how a guy falls asleep wheat and thus determines the volume of the compound.I would recommend using something smaller, such as rice, buckwheat or millet. And he also says there that the bottom of the form should be 1-1.5 cm thick - I think this is superfluous. Only 5 mm is enough to get a normal product, and for my forms I generally make 3 mm - and this is quite enough.
So, we find the tallest stone in the matrix, measure its maximum thickness (height), add 5 mm and make a mark on the side of one of the bars. Then we fall asleep millet exactly at this mark and level it. Then we pour everything into some kind of container and measure the volume, namely the volume, not the weight, because, for example, buckwheat and millet will have different weights. For counting, you can use measuring cups or glass jars of 0.5 liters. Let's say you get 2.5 liters - this will be the volume of the compound. I have a shape of 0.2 square meters with a stone about 1 cm thick, just 2.5 kilograms. Do not forget that this is an approximate calculation and it is better to play it safe by adding 300-500 grams of polyurethane.
Let's start filling
At first, slowly (so that there are no air bubbles), stir both components with a stick for 2-3 minutes. Then we take a clean bucket, measure out component A and pour in the required amount. Depending on the brand of polyurethane, the number of two components may be different, some make 2 to 1, others 1 to 1. I use Silagerm 5045, it is diluted 2 to 1. I take 2 parts of component A - 1666 grams and 1 part of component B - 833 grams, for a total of 2500 grams or 2.5 kg.
Then I add component B and start mixing until smooth for 2-3 minutes. You can knead with a stick or a drill with a nozzle at low speeds. Stir the polyurethane well, carefully passing along the bottom and walls.
The matrix should be level and after that you can fill in our mixture. It is better to fill it at one point in the center, in a thin stream. If the temperature of the compound and the room is 20-25 degrees, then the compound will spread by itself, if less, then you can help it with a spatula, as I do. If the polyurethane does not flow well, then it is most likely cold. The components can be preheated, but only individually. In a mixed state, this is absolutely impossible to do, because high temperature affects the cure rate.
After the mixture has leveled out on the matrix, and this is after about 1-2 minutes, we take the hairdryer, turn it on to the maximum and at a distance of 2-3 cm from the filled compound we pass the entire surface from above - this way we will expel the air as much as possible. The liquid polyurethane from the hair dryer will “float” and air will escape.
Polyurethane molds from "Zicam Stone"
Paving slabs imitating rubble stone, imitation of marble, limestone, sandstone, slate compositions, decorative bricks and stone veneer - all this is possible with Zikam Stone technologies. Polyurethane molds made by this company's specialists are ideal for the production of cement-based artificial stone. Plaster can be used to make original stucco moldings, mosaics, moldings and bas-reliefs.
For those wishing to try their hand at the production of artificial stone "Zicam Stone" offers materials for home production of polyurethane matrices. Kits of "Economy" class are available, containing, in addition to the base pouring matrices made of polyurethane, a detailed guide to the technological process, modifying additives and pigments for gypsum. The complete set of the "Standard" class, in addition to the listed materials, also has a sample for painting and additional technological equipment. The package "Premium" additionally includes a professional airbrush and pallets for matrices.
High-quality polyurethane molds "Zikam", even in a small private workshop, make it possible to establish the production of artificial stone. With proper product quality and reasonable prices, such a business can compete even with factory production.
Advantages of polyurethane molds
The main advantages of polyurethane models include:
- good plasticity and precision;
- increased resistance to abrasion;
- the most approximate view of the corresponding surfaces;
- the use of materials that convey the relief of a natural surface;
- the inner surface of the mold makes it possible to obtain a varied color palette of the product, as well as create the effects of spraying and overlaying colors;
- due to the well-defined geometry and low weight, the resulting decorative stone provides an accurate implementation of the design of the room and a problem-free installation;
- finished elements do not need any additional decor.
Thanks to such frames, it is possible to create stones from almost any building material.
Bonding master models
The gluing process starts with
layouts of models on the working surface of the matrix. Inside the sides of the model
first unfold, align and only after it is reached
the correct layout begins the gluing process.
Strong fixation of the models on the work
the surface is necessary so that when filling the mold with polyurethane,
silicone or even plaster, the models could not move. The second point is
the need to close all the gaps between the die and the models so that the mold casting
it turned out to be of high quality and did not require further refinement.
Bonding is carried out using
the same silicone sealant is applied to the back of the master model,
and after drying, the excess is removed with a scalpel or a painting knife.
Material for forms
For the manufacture of high-quality molds capable of accurately conveying the texture of natural material, polyurethane rubbers have recently been used. This unique material is distinguished by wear resistance, elasticity, corrosion resistance, and withstands significant mechanical stress.
Polyurethane molds are made by cold polymerization. Two-component polyurethane compounds are used as raw materials for the molds. Despite the seeming simplicity of the technological process, considerable experience is required for the manufacture of matrices, because the quality of the finished product depends on the shape.
The cost of the finished form is several times higher than the cost of raw materials for the manufacture of the matrix. An excellently made mold is capable of copying even the imprint of a human hair on a casting with incredible accuracy.

DIY polyurethane mold production technology
We purchase packaging of artificial stone that is ideal for your interior. Usually packages are designed for 1 square meter. On the edge of the chipboard furniture board, you need to spread out half a square of stone.
Important: we leave gaps between the stones, about 1-1.5 cm.Then, using silicone, you need to glue the stone tiles to the chipboard sheet
Then, using silicone, you need to glue the stone tiles to the chipboard sheet.
Use a slab trim to make a support 2 cm above the edge of the stone. Further, with the help of sanitary silicone, insulate all joints, this is necessary in order to prevent the leakage of liquid polyurethane. To obtain the most even shape, level the surface with the formwork installed on it. For more convenient work, you can put the formwork on the table.
Only after the silicone has hardened can the support and stone be covered with a separator. We give the separator time to crystallize and start working with injection molded polyurethane.
Next, we move on to making the mold. To do this, it is necessary to connect two pieces of liquid polyurethane. One part is orange and liquid, while the other is colorless and thicker. We measure the same amount of liquid with a scale and use a mixer to mix them thoroughly until smooth. Next, pour it into the formwork.
Important: be sure to make sure that the liquid from the canisters is mixed in equal proportions.Pour the form to the brim and leave to harden for about 24 hours.
Ideal for working with polymers above zero ambient temperature. Polyurethane does not have a special smell, but it is still not recommended to work with it indoors
Pour the form to the brim and leave to harden for about 24 hours. Ideal for working with polymers above zero ambient temperature. Polyurethane does not have a special smell, but it is still not recommended to work with it indoors.
After about 24 hours from a jelly-like mass, the polyurethane will turn into a stable form for casting artificial stone.
Next, you need to disassemble the formwork itself, with the help of a clerical knife we cut off the places of strong sticking of silicone and polyurethane. After removing the formwork, detach the mold from the table. Allow the mold to dry out, the surface that has not been in contact with air may be slightly damp. Wipe the mold and leave for a few hours until the surface is completely dry. Then you can start casting the stone.
Types of liquid polyurethane for making molds
Types of polyurethane:
- chilled casting;
- hot casting.
Cold-cast polyurethane is the most popular because it does not require special skills and non-budget equipment. All manipulations with such polyurethane can be carried out within a small production or at home.
Hot-cast polyurethane is commonly used to make ready-to-use end-use products. It is also widely used for surface and joint treatment. Unlike cold-cast polyurethane, special equipment is required to work with its analogue.
The main analogues of liquid injection molded polyurethane are silicone and formoplast.
Production stages
- Creation of the project of the future matrix. It is necessary to accurately recreate the location of the sections;
- Creates a casting structure with walls around the model. Plywood is perfect for these purposes;
- Mix the molding material according to the manufacturer's instructions;
- Pouring material. The material is carefully poured into the corner of the mold to allow the solution to flow through the prototype to reduce blistering.
Mechanical finishing of polyurethanes
TO mechanical finishing of polyurethanes refers to:
- turning. Cutters intended for polyurethane must have carefully sharpened and sharp barriers. When turning large parts, the depth of the cutter should be 2-3 mm at feed and 0.8-1 mm per revolution. It is necessary to ensure the largest possible gap between the polyurethane and the tool, the chips should come off as a continuous thread.
- grinding. Use a slow feed to make the sanding surface smoother. The large thickness of the removed layer can lead to melting of the surface of the part. The rotation speed of the grinding wheel should be 2255-3255 rpm. Sometimes sanding requires a coolant, water will do the job just fine. A dust pump manifold must be present at the workplace.
- drilling. Using slow speed twist drills will be the best solution. Use a hard backing material to avoid tearing the polyurethane at the drill exit. Feed rate approx. 0.5 mm per revolution.
Making a matrix
If anyone does not know what a matrix is, this is the whole “construction” into which silicone or polyurethane is poured. For the matrix, you need a piece of laminated chipboard and bars of about 2 by 2 cm. I found chipboard in the trash, someone will say "fu", but I'm not dumb, I drove up by car and loaded it into the trunk and that's it, and it's free. Instead of bars, I used parts from the cabinet (they were also scattered in the trash), they are varnished and are great for making a mold: the silicone will separate better from them.
I took a ready-made polyurethane purchased form as a basis, but decided to make the sides thicker, since silicone has several times less strength than polyurethane and it can break when bending.

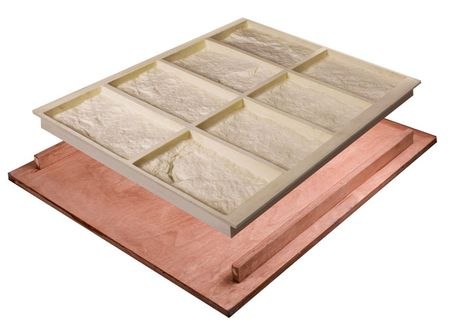
Polyurethane mold
As you can see, I've added about 1cm for each side.

Gap 1 cm
I want you to pay attention to how to join the "bars". You need to try to make sure that there are no gaps between them and the chipboard
If you cannot do this due to the lack of good materials, then when screwing the bars to the chipboard, the connection can be smeared with ordinary silicone, otherwise the compound will leak out.

Joint without gaps
For manufacturing we need:
- Silicone compound;
- Catalyst (included with the compound);
- Lubrication.

Form maker set =)
I used VS-M wax release agent. Instead, you can use regular petroleum jelly, before using it, you need to warm it up a little and smear it with a brush according to master models, but more on that later.
So, there is a formwork on which you need to glue the master models.

Formwork
The next step is gluing the tiles to the chipboard, but first I want to tell you how to prepare these very tiles.
Preparation of master models
Before making a mold, you need to think about how much area you want it to be and count the number of tiles. In my case, the form has an area of 0.25 square meters. meters in which there are 24 tiles. Tiles for the form must be selected of the highest quality: without “shells” and pimples.

Bumps on the master model
The quality of the shape will depend on which master models are used and how they are fixed. It is imperative to fix it, otherwise, when pouring with a compound, they may move, as it happened with us the first time.

As you can see, some of the sides are thick while others are thin. This is because the tiles were not glued to the matrix.
I also advise you to look at the back side of the tiles, tk. it may be slightly curved.

Curved back side of decorative stone
If you neglect this and pour it as it is, then the compound will flow into these slots and you will then be tortured to remove the finished form from the matrix, and then you still have to cut the sides, and this is extra work.
Bonding master models
In order to evenly glue the master models and make all the sides the same, I decided to make the markings directly on the chipboard.

Markup
Now you need to glue the tiles to the chipboard, for this we take the usual silicone sealant (the cheapest) and apply it to the edges of the tiles, as shown in the photo.

Spreading silicone sealant
We glue it.

Bonding tiles
As you can see, the silicone has crawled out on the sides, it needs to be removed. I scraped it off with a regular screwdriver. It turned out like this.

We do the same with the rest of the tiles.

Our matrix is ready!

Now you need to give the silicone time to dry. Then we take the lubricant and apply it to the surface in 2 layers with an interval of 1-2 minutes. Lubrication is needed so that the mold can be easily removed after drying.
We are waiting for the grease to dry a little. Then we set our matrix by level.

Making a mold from polyurethane
 It is best to stop the choice on this particular material, since the plastic automatically disappears due to the need for factory equipment. Wooden models will be too rough and unreliable. That is why it is best to choose polyurethane for home conditions. Cement stones will ideally be obtained using this material.
It is best to stop the choice on this particular material, since the plastic automatically disappears due to the need for factory equipment. Wooden models will be too rough and unreliable. That is why it is best to choose polyurethane for home conditions. Cement stones will ideally be obtained using this material.
 You can also use a silicone mold, but with it you also need to purchase a vacuum machine, so this will increase the cost of the work. The manufacturing process boils down to ensuring that the mixture is held in the required position until it hardens. It is worth noting that the instructions that will be provided can also be used for silicone. The only differences will be that air bubbles will need to be removed from the silicone.
You can also use a silicone mold, but with it you also need to purchase a vacuum machine, so this will increase the cost of the work. The manufacturing process boils down to ensuring that the mixture is held in the required position until it hardens. It is worth noting that the instructions that will be provided can also be used for silicone. The only differences will be that air bubbles will need to be removed from the silicone.
To make a mold, you need to purchase the following materials:
- Polyurethane.
- Waterproof silicone used for plumbing.
- A sample of an artificial stone that has the required texture.
- Slab for MDF furniture.
- Delimiter.
- Household or construction mixer.
- Self-tapping screws.
- Scales.
- Putty knife.
- Plastic bucket.
Making a mold for a stone:
- All work should be done exclusively on a flat piece of ground or on a table. Several samples of stones are laid out on it, while a gap of 1 cm must be left between the elements.
- When all the stones are in their places, it is necessary to glue them to the plate one by one using silicone.
- You need to build high-quality formwork from the slab. The height should exceed the border of the samples by about 3 cm.
- It is necessary to use self-tapping screws to hold the entire structure together. All joints are covered with silicone. When the silicone has completely hardened and sealed the surface, it is necessary to apply a separator to the stone and the inner surface of the MDF. When it hardens, a kind of film forms, with the help of which it will subsequently be possible to separate the polyurethane mixture from the stones.
- Now you need to take polyurethane, study the instructions and mix everything according to this data. Then you need to take a mixer and bring the mixture to a homogeneous state, and then pour it into the formwork.
- It is advisable to heat the surface a little with a hairdryer so that excess air bubbles evaporate. The shape must be filled proportionally to the very edges. The instructions should contain the time for the solidification of the composition. When this time has passed, you can break the formwork and remove the matrix.
- After the form has been separated from the stone, it is necessary to give it some time to dry.
As you can see, the process is not very complicated, and therefore you can safely start making decorative stones at home.
Manufacturing may seem quite simple, but the first time not everyone succeeds in making a perfectly flat surface. For this reason, before starting to make a shape for a stone, it is necessary to practice on smaller objects. First, it is better to make a mold of one brick and a small embossed tile.
Filling with compound
Before pouring, the compound must be mixed well, because there is usually a thick sediment at the bottom. It is better to stir with a wooden stick, it will not scratch the jar and there will be no strips of plastic in the solution. After mixing, add the hardener and mix thoroughly again. The mixture will be thinner. Then, directly from the jar, pour the resulting solution over the matrix. You need to pour in a thin stream and first of all you need to fill all the grooves.
Here's what happened.

Filling the form
This time, either the silicone is bad, or the problem lies elsewhere. You can see some bumps that do not "dissolve". I don’t understand why it happened so. But this is not important, since this is the back side.

Views
Molding polyurethane is a two-component raw material of two types:
- hot casting;
- chilled casting.
Of the two-component brands on the market, the following are especially distinguished:
- porramolds and vulkolands;
- adiprene and vulcoprene.
Domestic manufacturers offer grades SKU-PFL-100, NITs-PU 5, etc. In their technologies they use Russian-made polyesters that are not inferior in quality to foreign analogues, but surpass them in some respects. Two-component polyurethane requires certain additives to change the quality of the raw materials. For example, modifiers speed up the reaction, pigments change the color spectrum, fillers help to reduce the percentage of plastic, which reduces the cost of obtaining the finished product.
Used as a filler:
- talc or chalk;
- carbon black or fibers of various qualities.
The most popular way is to use the chilled casting method. This does not require special professional skills and expensive equipment.The entire technological process can be applied at home or in a small business. Chilled casting is used in the production of a ready-to-use final product and for decorating joints and surfaces.
For cold casting, injection molding polyurethane is used, which is a liquid type of cold setting plastics. The open casting method is used for the production of technical parts and decorative elements.
Types of forms
Typically used for casting decorative stone
reusable molds made of plastic materials. True, this does not interfere with using
rigid matrices made of plastic or wood. Or short-lived rigid forms from
gypsum.
Each type of material has its own advantages and disadvantages. Silicone molds allow you to make from 100 to 300 casts. This is quite enough to recoup the production. Polyurethane matrices have a longer resource; from 800 to 1000 castings can be formed from them. At the same time, polyurethane can also be used to work with a vibration table.

Wooden forms are the simplest, but the amount of finished products will be small, and the quality will be low. Gypsum is used for specific castings; they must have regular geometric shapes so that after the concrete has set, they can easily be separated from the mold.
Making a form from
polyurethane
Prepared master models are covered with two layers
grease. To do this, you can use petroleum jelly or a special
release agent. Stir the polyurethane mass and add
hardener. When the mass reaches the consistency of liquid sour cream, it gently
flows into the middle of the matrix and is evenly distributed throughout the volume.
After pouring with a wide spatula, level the pouring. For
to accelerate drying, it is recommended to slightly heat the surface of the building
hairdryer. After the polyurethane has dried, first remove the sides from the base, but only
after that, the resulting casting is removed.

Making a mold from silicone
Although silicone molds are inferior in strength to polyurethane molds, they allow you to get the same clear impressions. Manufacturing technology is similar to polyurethane casting - the matrix is treated with a separating solution. It is recommended to do this twice with an interval of 5-7 minutes. After that, a pouring solution is prepared. The jelly-like mass is evenly distributed over the surface and left to dry.
Removal of the finished template is carried out after complete
hardening of silicone. To do this, the sides are carefully removed and after trimming
the edges of the form, it is effortlessly removed from the matrix.
Matrix made of wood
The wood matrix is made of a material that has
pronounced fiber structure. Basically, in order to get a casting
with the characteristic "wild" natural arrangement of the tree structure is best
use old boards. Before knocking the die, the side facing
inside is processed with sandpaper. This is necessary in order to
remove the roughness of the fibers. The sides are fastened with self-tapping screws. From the inside
the sides of the gap are treated with silicone, and after drying with grease.
The use of plastic
When using plastics, industrial
equipment. The fact is that plastic molds are made by casting
plastics under pressure. In this case, the temperature of the plastic can reach 300
degrees. At home, reach this temperature for 1-2 kg
the molten mass of plastic is unsafe. True, there is an option just to glue
form from strips of plastic or dissolve the plastic in acetone and while it is
soft fill the matrix with this mass.
Plaster molds
Gypsum in its structure is very strong, but fragile material. It is rational to make molds from plaster for one product.This will make it easier to cast and remove the finished model from the mold. In this case, in case of failure, only the form for one element will split, and not for several.
The jobs have the same sequence as for other materials. Only the casting is done for one model and the grout is made very quickly. Gypsum sets and hardens very quickly.
Peculiarities
Stone is increasingly being used in the design of office spaces and living quarters. The high price of a natural product and its popularity gave impetus to the production of imitation. Artificial stone of good quality is not inferior to natural stone either in beauty or in strength.
- The use of polyurethane for the manufacture of molds is the most successful and at the same time budgetary solution.
- The polyurethane mold allows the cured tile to be easily removed without breaking and retaining its texture. Due to the plasticity of this material, time and cost are saved for the production of decorative stone.
- Polyurethane allows you to convey with maximum accuracy all the features of the relief of the stone, the smallest cracks and graphical surface. This similarity makes it as difficult as possible to visually distinguish an artificial stone from a natural one.
- Matrices of this quality make it possible to use combined raw materials for the production of decorative tiles - gypsum, cement or concrete.
- The form of polyurethane is characterized by increased strength, elasticity and durability, successfully resists the effects of the external environment. The molds perfectly tolerate contact with the abrasive surface.
- Forms from this material are made in a variety of options, which allows you to create a large assortment of artificial stone with a pronounced imprint of a natural surface, decorative bricks with an absolute repetition of the visual effects of the aged material
- Polyurethane is capable of changing its parameters depending on the filler, colorant and other additives. You can create a material that is capable of replacing rubber in its parameters - it will have the same plasticity and flexibility. There are species that can return to their original shape after mechanical deformation.
The polyurethane compound consists of two types of mortars. Each component has a different type of polyurethane base.
Resistance of polyurethane molds to the abrasive effect of the material in the manufacture of artificial stone
Artificial stone is the name for an imitation of a natural stone made from crushed natural raw materials, special binders and dyes.
The main types of artificial stone:
- decorative stone in the form of panels or plates of finely crushed natural stone and polyester resins;
- imitation of stone, made on the basis of fine-grained concrete of a certain color, matching the structure, texture, color and relief of untreated natural stone;
- imitation, using acrylic-based compounds as a binder.
High-quality polyurethane forms for paving slabs make it possible to obtain a stone for paving that does not differ from natural in color and surface texture. At the same time, polyurethane copies even the microtexture of a natural original.
Of the requirements for pigments, one should especially highlight their resistance to the alkaline component of concrete and to light, and especially to ultraviolet light.
In the overwhelming majority of cases, in the process of producing artificial stone, the technology of vibratory casting of concrete on Portland cement with a fine-grained aggregate and painting by a surface-volumetric method with integral dyes directly in the mold is used. This method of painting is based on the fact that a highly effective form retains the coloring compounds on its surface, preventing them from spreading over its inner surface.
If we are talking about the manufacture of artificial stone, then the use of high-quality polyurethane molds for paving slabs allows us to obtain from 1200 - 1500 and up to 2000 stones, while molds made of silicone allow from 500 - 600 to 1000 stones, and from plastics 50 - 100, maximum 150 - 200 pieces.