Properties
HCs have extremely high heat resistance: under heat exposure up to 1600–2000 ° C in the absence of oxygen, the mechanical characteristics of the fiber do not change. This predetermines the possibility of using HCs as heat shields and heat-insulating material in high-temperature technology. Carbon-carbon composites are made on the basis of HC, which are distinguished by high ablation resistance. HC are resistant to aggressive chemical environments, but oxidize when heated in the presence of oxygen. Their maximum operating temperature in air is 300-370 ° C. The deposition of a thin layer of carbides, in particular, SiC or boron nitride, on the HC, allows this disadvantage to be largely eliminated. Due to its high chemical resistance, hydrocarbons are used for filtering aggressive media, cleaning gases, making protective suits, etc. them as electric heating elements of various purposes, for the manufacture of thermocouples, etc.
HC activation produces materials with a large active surface (300-1500 m2 / g), which are excellent sorbents. The deposition of catalysts on the fiber makes it possible to create catalytic systems with a developed surface.
Typically, HCs have a strength of the order of 0.5-1 GPa and a modulus of 20-70 GPa, while those subjected to orientational stretching have a strength of 2.5-3.5 GPa and a modulus of 200-450 GPa. Due to the low density (1.7-1.9 g / cm³) in terms of the specific value (the ratio of strength and modulus to density) of mechanical properties, the best hydrocarbons surpass all known heat-resistant fibrous materials. The specific strength of HC is inferior to that of glass fiber and aramid fibers. Structural carbon plastics are obtained on the basis of high-strength and high-modulus hydrocarbons with the use of polymer binders. Composite materials have been developed based on HC and ceramic binders, HC and carbon matrix, as well as HC and metals, capable of withstanding more severe temperature effects than conventional plastics.
Coal concrete
Carbon concrete was developed at the Technical University of Dresden, and if we compare it with reinforced concrete familiar to any builder, then there is not much difference - just a metal reinforcement frame is replaced with a carbon one. Ulevolokna is used for building concrete and reinforcing structures in the form of nonwoven fabrics, nets, roving and a wide variety of carbon fiber textiles. Since carbon filaments are super strong, combinations of tens of thousands of such filaments give unique strength properties to supporting structures.
Coal concrete in monolithic construction
For the preparation of coal concrete, carbon fabric is used - non-woven fabrics, the threads in which have a thickness measured in microns. But a canvas of tens of thousands of these threads is a super-strong base of materials called carbon fiber textiles. Also used mesh, micro-reinforcing fiber. The main application of coal concrete in new construction and reconstruction:
- Carbon concrete bearing elements and structures cannot be compared with reinforced concrete in terms of mass - they are several times lighter. Overlap, wall, column made of coal concrete with a strength similar to reinforced concrete, much thinner and lighter ones are possible. In turn, reducing the weight of the building, provided that the foundation soils are stable, it allows you to use a much less massive and expensive foundation, and despite the fact that the cost of the foundation is 25-40% of the total price of the house, the savings are not bad.
- During major repairs and restoration of old buildings with coal concrete and coal materials, the load-bearing floor, support posts, and girders of all types are strengthened. Experts and researchers of the innovative material of coal concrete say that by reinforcing concrete with carbon fiber reinforcement, it will be possible to reconstruct even structures that are subject to demolition before the appearance of coal concrete.
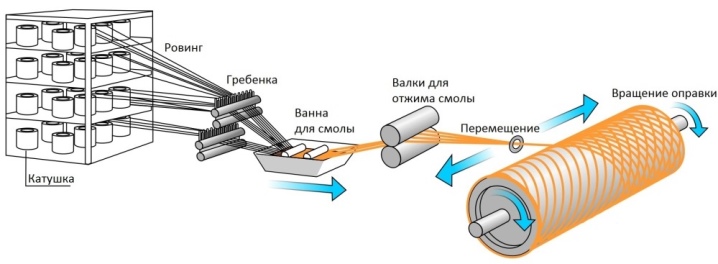
Carbon fiber production
Carbon fiber refers to polymers and is one of the forms of graphite (pure sheet carbon, or rather "filiform-tape" atomic structure). The technological pyrolysis chain is associated with the sequential heating of the polymer (in fact, this heating is cyclic and its scheme is very complex) called "polyacrylonitrile", or, more simply, PAN. Gradually and up to ever higher temperatures - in this case, the substance first loses hydrogen atoms, then - when heated to about 600 degrees, polymer chains begin to grow, while the removal of gaseous hydrogen continues. Then the polymer is "fried" up to 1000 degrees and above - to the temperatures of carbonization and further graphitization - this is about 3000 degrees (energy consumption is extremely significant, which explains the high prices for carbon fiber). All processes are in inert environments. The chains become "ribbons" in which the edge atoms are nitrogen, and the structure is already completely carbon. The end of the process is almost pure carbon (99%) in the form of graphite, which means a flat filamentary-tape structure. A ribbon of a grid of carbon atoms that "tends" to fold into a thread is a rough representation of carbon fiber without a microscope. Next comes the composite technology, and the result is a product - for example, carbon-aramid fabric.

Carbon fiber by itself cannot be used, but all composite materials are based on it, and as a result are uniquely strong for their mass. Composites can be used almost everywhere - in spaceships and sporting goods.
The above is just the first stage of the technological chain of carbon fiber products, then they increase the adhesion of the yarn-bundles with the matrix, perform fine surface treatment - at the same time, carbon atoms are "exposed" to enhance ion exchange, the last important stage is the protection of the finished "threads" by dressing. It is possible to produce not only from PAN, but also based on viscose, coal and petroleum pitches, and hydrate cellulose. Carbon fiber in the form of the final product can be seen on sale in the form of threads, tapes and fabrics, non-woven fabrics, sorbent products, and also in dispersed form - powders from ground carbon fiber.
Specifications of carbon fibers
For carbon fibers, the main mechanical characteristics are tensile strength σv, tensile strength per unit volume, as well as the modulus of elasticity, which determines the elasticity and the ability to work in bending.
The mechanical properties are highly dependent on the orientation of the fibers, that is, they are anisotropic, although in Pane and Twill weaves, the effect of anisotropy of properties is less pronounced. Specifications are generally given for longitudinal direction.
Carbon fibers have the following mechanical characteristics when compared to reinforcing metal, glass fibers and polymer fibers.
|
Fiber (wire) |
ρ, kg / m³ |
Tm, ° C |
σB, MPa |
σB/ ρ, MPa / kg * m-3 |
|
Aluminum |
2 687 |
660 |
620 |
2 300 |
|
Asbestos |
2 493 |
1 521 |
1 380 |
5 500 |
|
Beryllium |
1 856 |
1 284 |
1 310 |
7 100 |
|
Beryllium carbide |
2 438 |
2 093 |
1 030 |
4 200 |
|
Carbon |
1 413 |
3 700 |
2 760 |
157 |
|
Glass E |
2 548 |
1 316 |
3 450 |
136 |
|
Glass S |
2 493 |
1 650 |
4 820 |
194 |
|
Graphite |
1 496 |
3 650 |
2 760 |
184 |
|
Molybdenum |
0 166 |
2 610 |
1 380 |
14 |
|
Polyamide |
1 136 |
249 |
827 |
73 |
|
Polyester |
1 385 |
248 |
689 |
49 |
|
Steel |
7 811 |
1 621 |
4 130 |
53 |
|
Titanium |
4 709 |
1 668 |
1 930 |
41 |
|
Tungsten |
19 252 |
3 410 |
4 270 |
22 |
For example, the parameters of Toray polyacrylate (PAN) carbon fibers with high tensile strength High Modulus Carbon Fiber.
|
Fiber |
Elastic modulus (msi) |
Tensile Strength (ksi) |
| M35J | 50 | 683 |
| M40J | 57 | 398 |
| M40J | 55 | 640 |
| M46J | 63 | 611 |
| M50J | 69 | 597 |
| M55J | 78 | 583 |
| M60J | 85 | 569 |
There is a relationship - the higher the tensile strength, the lower the elastic modulus.
What affects the technical characteristics of carbon composites
When choosing a material, it is very important to find the optimal balance between characteristics, choosing layers, fiber direction, weaving method and density. The mechanical properties of finished composites are determined by the following parameters:
- type of carbon fiber and resin,
- weave type, fiber orientation,
- the ratio of fibers (i.e. density of the web) to resin in the composition,
- density, uniformity, porosity, etc.
Well, do not forget about the experience and skills in working with composites.
Author Irina Khimich
When copying materials, do not forget that each text has an author. Therefore, when adding material to your site, do not forget to put an indexed link to the source !!!
Carbon fiber reinforcement
Reinforcement with carbon fiber is possible not only for the monolith, but also for prefabricated elements. For the time being, the facade panels and floor slabs made of carbon concrete are the future and are in development, and most likely their price will be prohibitive at first. Carbon fiber is produced using expensive technologies and costs accordingly, and this is one of the reasons why the widespread use of coal concrete products and structures for construction is still fantastic.

According to experts' forecasts, in 5-10 years traditional reinforced concrete may be replaced by lighter and stronger composite concrete with carbon fiber reinforcement. As for the reinforcement of monolithic structures and reconstruction, this fairy tale has already become a reality.

Carbon fiber reinforcement of concrete structures
There are at least two solutions to reinforce a concrete tape, floor, beam, or rack:
- Lay carbon fiber textiles during concreting - over each layer of concrete to be poured. As a result, the structure to be concreted has several internal reinforcing layers.
- Before concreting, all standard operations are carried out - the base is prepared, the formwork is installed and unfastened, but instead of a metal reinforcing frame, carbon fiber reinforcement is used. At the same time, there is an interesting bonus: almost all norms for a protective layer of concrete designed to protect steel reinforcement corroding in air are no longer relevant. Carbon fiber mesh with a protective layer of not 50-70 mm can be installed on the footing, which saves a lot of concrete mix. The same applies to the ends of the beams and the surface of the tape, the reinforcement mesh can even be located on top of the element to be concreted.

Reinforcing fillers
The process of manufacturing carbon fibers consists in sequential thermal and mechanical effects on the original organic fibers, leading to their carbonization, graphitization and improvement of the structure.
At the first stage, heating the initial stretched fibers to a temperature of 220 ° C leads to the formation of cross-linked chemical bonds between polymer macromolecules.
At the second stage, heating to a temperature of 1000 ° C allows to obtain the so-called carbonized fibers, 80 ... 95% consisting of elemental carbon and having a sufficiently high strength.
At the third stage (heat treatment to a temperature of 1500 ... 2000 ° C), the final product is obtained - graphitized carbon fiber with a crystal structure close to that of graphite. Depending on the production conditions and the type of feedstock, the tensile strength and elastic modulus of carbon fibers are respectively within 2 ... 3.5 GPa and 220 ... 700 GPa. The highest strength is possessed by fibers that, when heated at the last stage (T = 1600 ° C), have a fine-crystalline structure. High modulus materials are obtained by stretching the fiber at a temperature of 2700 ° C.
As reinforcing elements, carbon fibers are used in the form of bundles, tapes and fabrics. They are more fragile and less processable than glass ones, differ in chemical inertness, low surface energy, which leads to poor wetting of fibers by solutions and melts of matrix materials, which ultimately leads to low adhesion strength at the “fiber-matrix” interface. The main advantage is high rigidity. The mechanical characteristics remain constant up to a temperature of 450 ° C, which allows the use of carbon fibers with polymer and metal matrices.Fibers are characterized by a negative coefficient of linear expansion, which, together with a positive coefficient of the matrix, makes it possible to synthesize compositions for structures that retain their dimensions under temperature exposure. Carbon fibers are used for the manufacture of elements, the required rigidity of which is a condition that reduces the effectiveness of the use of materials reinforced with glass fibers. The cost of carbon fibers is two orders of magnitude higher than that of glass.
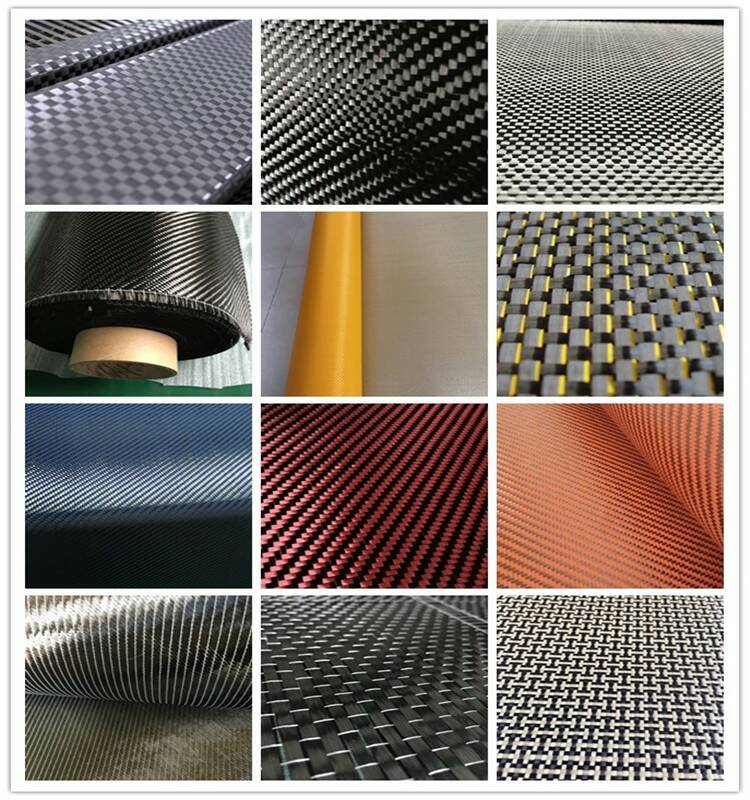
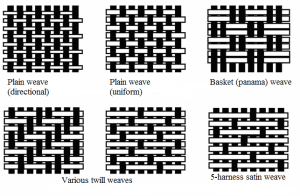
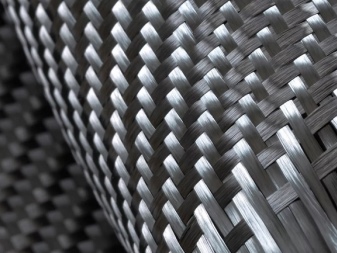
Types of weaving fabric
Plane Weave (P) - The densest type of carbon fiber weave, the most common. Weft and warp threads are intertwined 1X1 alternately. The high density allows you to avoid distortions of the texture, but at the same time, such weaving makes the canvas less plastic and makes it difficult to lay the canvas into shape, requiring certain skills.
Herringbone (Twill, T) - 2X2 twill weave, the most versatile and widespread fabric used for car tuning. The weft and warp threads are intertwined through two threads.
This type of fabric follows a clear diagonal pattern. This makes it more flexible and loose. This weave is stronger than 1X1, contrary to popular belief.
It is also a very common, versatile type of weaving. Suitable for acquiring skills in working with coal bed. The fabric is loose and pliable, with isotropic properties, which makes it easy to pull it in the desired direction
However, this means that such weaving needs to be processed more carefully than simple 1 × 1 weaving, since it is easy to get gaps and distortion of the texture.
A kind of herringbone that is rarely used. Very flexible structure for custom solutions.
Satin (Satin WEAVE, R) - the least dense and most plastic canvas
Looseness to the fabric is given by the weaving characteristics: each weft and warp thread passes over several weft or warp threads.
A certain level of skill is required when working with this type of canvas.
Basket weaving is less commonly used - Leno, Basket Weave. A beautiful texture, but such a canvas is difficult to lay out without distortion of the pattern.
Schematically, the types of weaving of carbon fabric are shown in the figure.
Production technology
Carbon fiber can be made from a wide variety of polymer types. The processing mode determines two main types of such materials - carbonized and graphitized types.
An important distinction exists between fiber derived from PAN and different pitch types. Quality carbon fibers, both high-strength and high-modulus grades, can have dissimilar levels of hardness and modulus
It is customary to refer them to different brands.
Fibers are made in filament or bundle format. They are formed from 1000 to 10000 continuous filaments. Fabrics from these fibers can also be made, like tows (in this case, the number of filaments is even greater). The starting raw material is not only simple fibers, but also liquid crystal pitches, as well as polyacrylonitrile. The production process implies first the production of the original fibers, and then they are heated in air at 200 - 300 degrees.
In the case of PAN, such a process is called pretreatment or fire resistance enhancement.
After such a procedure, pitch gets such an important property as infusibility. Partially fibers are oxidized
The mode of further heating determines whether they will belong to the carbonized or graphitized group. The end of the work implies giving the surface the necessary properties, after which it is finished or sized.
Oxidation in air increases fire resistance not only as a result of oxidation. The contribution is made not only by partial dehydrogenation, but also by intermolecular crosslinking and other processes. Additionally, the susceptibility of the material to melting and volatilization of carbon atoms is reduced.Carbonization (in the high-temperature phase) is accompanied by gasification and the escape of all foreign atoms.

Their subsequent carbonization is carried out in a nitrogen environment at 1000 - 1500 degrees. The optimal level of heating, according to a number of technologists, is 1200 - 1400 degrees. High modulus fiber will have to be heated up to about 2500 degrees. At the preliminary stage, PAN receives a ladder microstructure. Condensation at the intramolecular level, accompanied by the appearance of a polycyclic aromatic substance, is "responsible" for its occurrence.
The more the temperature rises, the larger the structure of the cyclic type will be. After the end of the heat treatment according to the technology, the arrangement of molecules or aromatic fragments is such that the main axes will be parallel to the fiber axis. The tension prevents falling of the degree of orientation. The specific features of PAN decomposition during heat treatment are determined by the concentration of grafted monomers. Each type of such fibers determines the initial processing conditions.
Liquid crystal petroleum pitch needs to be kept for a long time at temperatures from 350 to 400 degrees. This mode will lead to condensation of polycyclic molecules. Their mass increases, and sticking together gradually occurs (with the formation of spherulites). If the heating does not stop, the spherulites grow, the molecular weight increases, and the result is the formation of a continuous liquid crystalline phase. Crystals are occasionally soluble in quinoline, but usually they do not dissolve both in it and in pyridine (this depends on the nuances of the technology).
Fibers obtained from liquid crystal pitch with 55 - 65% liquid crystals flow plastically. Spinning is carried out at 350 - 400 degrees. A highly oriented structure is formed by initial heating in an air atmosphere at 200 - 350 degrees and subsequent holding in an inert atmosphere. Fibers of the Thornel P-55 brand have to be heated up to 2000 degrees, the higher the modulus of elasticity, the higher the temperature should be.
Recently, scientific and engineering works are paying more and more attention to the technology using hydrogenation. The initial production of fibers is often accomplished by hydrogenating a mixture of coal tar pitch and naphthalate resin. In this case, tetrahydroquinoline must be present. The processing temperature is 380 - 500 degrees. Solids can be removed by filtration and centrifuge; then the pitches are thickened at an elevated temperature. For the production of carbon, it is necessary to use (depending on the technology) quite a variety of equipment:
- layers that distribute vacuum;
- pumps;
- sealing harnesses;
- work tables;
- traps;
- conductive mesh;
- vacuum films;
- prepregs;
- autoclaves.

Coal selection rules
The choice of textiles is determined by the purpose, the method of planned use of carbon and the chosen method of producing carbon fiber. Its main characteristics are:
- Density, mass per unit area, g / m2,
- Linear density, the number of threads per cm2 in each direction,
- Number K, the number of thousands of carbon filaments (chains) in one thread. The most common fiber is K3. Usually K = 6-12-24-48.
For auto-tuning, webs with a density of 150-600 g / m3 with a fiber thickness of 1-12K are most often used. And for bicycle frames K3.
Most carbon fiber parts and accessories are made using herringbone and canvas weaves. Other types of weaving are designed for special requests and purposes.
It is worth mentioning also about the unidirectional type of weaving - this is when the fibers are stretched in one direction (Unidirectional Carbon Weave) This type of weave is held together only by random strands of carbon or polyester, passing through the fibers at an angle of 90 degrees.This type of carbon fiber is best used where forces are applied in one direction and anisotropy is required, such as archery and arrow.
Pay attention when choosing the parameters you need for units of measurement on Chinese sites - this is not a metric system!
Products and applications
Carbon fiber is used to make composite reinforcement. It is also common to use it to get:
- bi-directional fabrics;
- designer fabrics;
- biaxial and quadroaxial tissue;
- non-woven fabric;
- unidirectional tape;
- prepregs;
- external reinforcement;
- fiber;
- harnesses.

Infrared floor heating is a rather serious innovation. In this case, the material is used as a replacement for the traditional metal wire. It can generate 3 times more heat, in addition, energy consumption is reduced by about 50%. Lovers of modeling complex techniques often use carbon tubes obtained by winding. These products are also in demand by manufacturers of cars and other equipment. Carbon fiber is often used for hand brakes, for example. Also, based on this material, get:
- parts for aircraft models;
- one-piece hoods;
- bicycles;
- parts for tuning cars and motorcycles.


Carbon fiber panels are 18% stiffer than aluminum and 14% more than structural steel. Sleeves based on this material are needed to obtain pipes and tubes of variable cross-section, spiral products of various profiles. They are also used for the production and repair of golf clubs. It is also worth pointing out its use in the production of particularly durable cases for smartphones and other gadgets. Such products are usually of a premium character and have enhanced decorative qualities.
As for the dispersed graphite-type powder, it is needed:
- when receiving electrically conductive coatings;
- when releasing glue of various types;
- when reinforcing molds and some other parts.


Carbon fiber putty is better than traditional putty in a number of ways. This combination is appreciated by many experts for its plasticity and mechanical strength. The composition is suitable for covering deep defects. Carbon rods or rods are strong, lightweight and long lasting. Such material is needed for:
- aviation;
- the rocket industry;
- release of sports equipment.
By pyrolysis of carboxylic acid salts, ketones and aldehydes can be obtained. The excellent thermal properties of carbon fiber allow it to be used in heaters and heating pads. Such heaters:
- economical;
- reliable;
- are distinguished by impressive efficiency;
- do not spread hazardous radiation;
- relatively compact;
- perfectly automated;
- operated without unnecessary problems;
- do not spread extraneous noise.


Carbon-carbon composites are used in the production of:
- supports for crucibles;
- conical parts for vacuum melting furnaces;
- tubular parts for them.
Additional areas of application include:
- homemade knives;
- use for a petal valve on engines;
- use in construction.
Modern builders have long used this material not only for external reinforcement. It is also needed to strengthen stone houses and swimming pools. The glued reinforcing layer restores the qualities of supports and beams in bridges. It is also used when creating septic tanks and framing natural, artificial reservoirs, when working with a caisson and a silo pit.


In the next video, you will find more information on the production of carbon fiber.
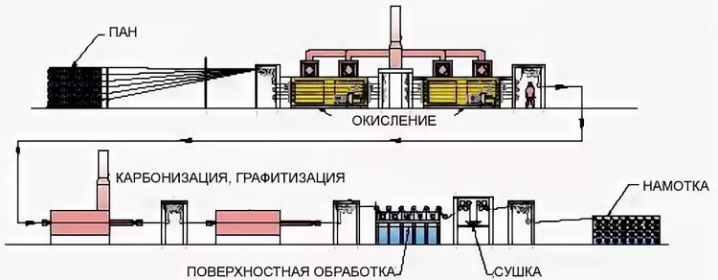
Carbon fiber production
Such a high cost of carbon fiber determines the complexity and energy consumption of the process of its production. The essence of the process consists in the step-by-step cleaning of carbon-containing filaments from unnecessary atoms, leaving at the end of the process up to 99% of the carbon in the filament volume.
HC is obtained by thermal decomposition (pyrolysis) of the original fibers: hydrate cellulose, polyacrylonitrile (PAN). Also petroleum or coal tar pitch. Currently, the production of hydrocarbons based on viscose or PAN is of industrial importance.
The process of obtaining hydrocarbons based on PAN
It should be noted that the chemical composition and structure of hydrocarbons depends on the composition of the feedstock.
First of all, polyacrylic strands are subjected to oxidation by heat treatment in air at a temperature of about 200 ° C.
Oxidized PAN is also of interest in some areas of production as a heat-resistant and hardly combustible material.
After oxidation, the web passes through carbonization furnaces (about 1500 ° C) and graphitization (about 3000 ° C). At this stage, residues of hydrogen and heteroatoms are removed, and double bonds between carbon atoms are formed. Carbonization and graphitization processes are carried out in an inert environment.
At the end of the carbonization process (in some cases, the graphitization stage can be excluded), the tow has a ready-made chemical composition and structure, but a number of more stages go through to hang adhesion with the matrix:
- surface treatment. As a result of this reaction, the surface of the carbon cloth becomes "rough". Stripping carbon atoms and creating free functional groups capable of ion exchange.
- application of surfactants (surfactant). It is the so-called dressing. Epoxy resins without hardener are often applied as a dressing agent. The dressing protects against abrasion during storage, transportation and textile processing. Displaces moisture and air from the pores.
The drying stage after the sizing is applied is the final stage, after which the bundles are wound onto bobbins (usually weighing up to 8 kg).
History
For the first time, the production and use of carbon fibers was proposed and patented in 1880 by the American inventor Edison for filaments in electric lamps. These fibers were obtained by pyrolysis of cotton or rayon fibers and were characterized by high porosity and brittleness.
Secondary interest in carbon fibers arose when the search for materials suitable for use as components for the manufacture of rocket engines was carried out. In terms of their qualities, carbon fibers turned out to be one of the most suitable reinforcing materials for such a role, since they have high thermal stability, good thermal insulation properties, corrosion resistance to the effects of gas and liquid media, high specific strength and stiffness.
Carbon fiber 3K, 12K, 24K
In 1958, HCs based on viscose fibers were obtained in the USA. In the manufacture of new generation carbon fibers, stepwise high-temperature treatment of cellulose hydrate (HTC) fibers (900 ° C, 2500 ° C) was used, which made it possible to achieve tensile strength values of 330–1030 MPa and an elastic modulus of 40 GPa. Somewhat later (in 1960) a technology was proposed for the production of short single-crystal fibers (whiskers) of graphite with a strength of 20 GPa and an elastic modulus of 690 GPa. The whiskers were grown in an electric arc at a temperature of 3600 ° C and a pressure of 0.27 MPa (2.7 atm). Much time and attention has been devoted to improving this technology over the years, but it is now rarely used due to its high cost compared to other methods of producing carbon fibers.
At almost the same time in the USSR and somewhat later, in 1961, in Japan, hydrocarbons based on polyacrylonitrile (PAN) fibers were obtained. The characteristics of the first carbon fibers based on PAN were not high, but the technology was gradually improved and after 10 years (by 1970) carbon fibers based on PAN fibers with a tensile strength of 2070 MPa and an elastic modulus of 480 GPa were obtained.At the same time, the possibility of obtaining carbon fibers using this technology with even higher mechanical characteristics was shown: an elastic modulus of up to 800 GPa and a tensile strength of more than 3 GPa. HCs based on petroleum pitches were obtained in 1970 also in Japan.
Carbon fabric with a density of 200 g / m2
Chen and Chun investigated the effect of silica-doped carbon fiber on drying shrinkage of concrete and concluded that the volume ratio of carbon fiber in an amount of 0.19% (with an average fiber length of 5 mm and a diameter of 10 μm) with a silica fume ratio of 15% from the mass of cement, caused a decrease in shrinkage upon drying up to 84%. The researchers found that using carbon fiber with silica fume could improve properties such as compressive strength and chemical resistance.
Alhadisi Abdul Qadir and others investigated the effect of adding carbon fiber on the mechanical properties of lightweight concrete. Fiber was added at a ratio of 0.5%, 0.1%, 1.5% by volume. All formulations were characterized by increased compressive and tensile strengths and flexural strengths of about 30%, 58% and 35%, respectively, compared to the reference mix.
Conclusion
It should be understood that HC is not a guarantee of quality and a guarantee in excess of the strength properties of the product. By themselves, carbon filaments are quite fragile and brittle. Without the correct polymerization conditions or with an incorrect selection of the matrix or its incompatibility with the thread, the properties declared by the manufacturer may not be achieved. In addition, HC is inferior to basalt and glass in some types of fur. tests. Despite the fact that even the most expensive glass and basalt are 10 times cheaper than the cheapest carbon fiber. In addition, due to the widespread use of carbon fibers in the defense industry, in order to buy it abroad directly from the manufacturer, it is necessary to obtain a license.
Any feedback would be appreciated. Thanks!