Types of professional equipment
The simplest type of professional equipment on which wire bending is performed is single-arm machines. Meanwhile, such devices can only produce products of simple geometrical shape, the sweep length of which does not exceed 1000 mm.
More complex products with a sweep length of more than 1000 mm makes it possible to create double-cantilever equipment, on which the workpiece is deformed simultaneously from both ends. This machine can produce products with many complex bends.
The most sophisticated wire products allow you to create 3D machines on which bending can be performed simultaneously in three dimensions. Such unique functions of the machines of this category are endowed with a rotary bending arm, all movements of which are controlled by an electronic automated system. Despite all the advantages of processing on such equipment, it is quite expensive, so these machines are used in exceptional cases.
3 Wire drawing equipment and video of its work
All drawing technological operations are carried out on special mills equipped with a drag - "eye" through which the wire is pulled. The diameter of the latter is always greater than the diameter of the die. Depending on the design of the pulling mechanism, the mills of interest to us are divided into two types:
- units in which metal is wound on a drum;
- machines with the movement of metal in a straight line.
The second mills are designed for the manufacture of products that do not need to be assembled into coils (pipes, rods). But on drum units it is precisely wire and small-section metal and copper pipes that are produced. Moreover, such mills with drums are of different types:
- multiple (some function without sliding, others with sliding);
- single entry;
- multiple, using the principle of counter-tensioning of workpieces.
The simplest one-time wire drawing machine involves performing a technological operation in one pass. But multiple mills use 2-3 passes, the very same drawing in them is carried out in a continuous pattern. Calibration shops of modern large enterprises, as a rule, have one and a half to two dozen units and mills of various capacities for the production of copper and other wire products.
Dies for drawing wire of the described mills are usually made by cermet technology from boron carbides, thermocorundum, molybdenum, titanium, microlite, tantalum, vanadium, tungsten. These alloys are characterized by excellent abrasion resistance and increased hardness, as well as low toughness.
The high reliability of the die is also ensured by the fact that it is placed in a very strong and viscous steel cage, which does not compress the die, and also reduces tensile stresses at the time of the drawing operation. It is worth mentioning separately that in cases where very thin wire rod is made of steel (up to 0.2 millimeters), the dies are made of technical diamonds.

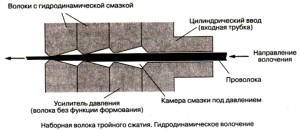
Recently, there has been a tendency to use prefabricated drawing dies. They make it possible to manufacture wire under high friction (hydrodynamic) conditions. Moreover, the assembled die guarantees a decrease in the consumption of electrical energy for performing technological operations, while increasing the productivity of the drawing mills by 20-30 percent.
1 Wire drawing - the essence and technology of the operation
Drawing is understood as the process, which consists in the fact that the workpiece is pulled on special equipment through a tapering hole. The original workpiece can be copper, steel, aluminum. The tool in which the hole is made is called a die, and the hole itself, on the configuration of which the shape of the profile to be produced depends, is called a die.
The drawing technique, in comparison with rolling, provides several times greater cleanliness and accuracy of the surface of the wire, as well as various profiles, rods, pipes. In addition, the drawn metal is characterized by a change (for the better) in the mechanical parameters, which is due to the strengthening (removal of work hardening) of the finished products. Drawing is actively used in the manufacture of shaped very accurate profiles of different diameters of pipes, wire with a cross section from 1–2 microns to 10 (and sometimes more) millimeters.

It is worth noting the fact that modern wire drawing technology guarantees excellent performance of the equipment used for the production of wire. The dies are now functioning without any failures at enormous speeds of the operation (up to 60 meters per second) at large values of the reduction of the source material (for example, copper billet, steel, and so on).
The drawing process includes several stages, which are described below:
- etching of the feedstock in a sulfuric acid solution brought to a temperature of about 50 degrees (the operation is necessary in order to increase the life of the matrix by removing scale from the workpieces);
- metal annealing (preliminary), performed to increase the plastic characteristics of the metal and ensure its fine-grained structure;
- neutralization of aggressive pickling solution and cleaning of workpieces;
- the use of a hammer or forging rolls to sharpen the ends of the original metal raw materials (aluminum, copper, steel billets);
- directly the drawing process;
- performing annealing.
In addition, the finished wire is subjected to various processing operations (cutting products into sections required in length, straightening, removing ends, etc.).
How to straighten without a machine?
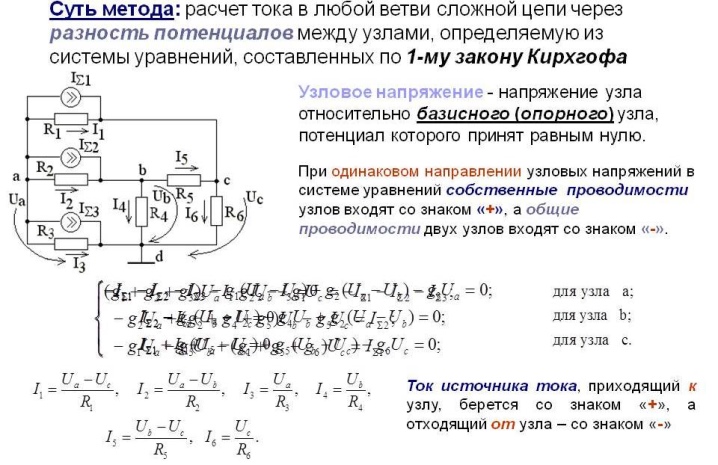
At home, the wire is straightened for grounding, lightning protection and some other work. It is unlikely that in everyday life you can find a high-quality roller machine that can align wire with a cross-sectional diameter of more than 2 mm - this is expensive, and the process itself is quite laborious. The purchase of special equipment also makes no sense if the need to unwind the bar is of a one-time nature. Therefore, in order to straighten metal wire from a coil or coil, you can use the nodal voltage method. For this purpose, a certain sequence of actions should be performed.
One end of the bar is firmly fixed to something bulky, heavy and solid. For example, they are wrapped around a power post or a strong tree, the trunk diameter of which is at least 25 cm.
After that, the wire is unwound along the ground manually, stretching as much as possible while doing so. At the other end of the wire unwound in this way, a loop is formed and fixed in a device that can be pulled with great effort - that is, this device must move a certain distance.


To fix the resulting rectilinear shape, the wire must be left in this taut state for a short period - from 10 minutes to half an hour.
For such work, you can use a variety of devices - it directly depends on the parameters of the cross-section of the bar. So, for a product with a diameter of less than 2 mm, there will be more than enough steel scrap, as well as the combined physical efforts of a couple of strong men. And also in this case, you can use a mechanical winch.But rods with a diameter of 5 mm and above will require much more significant efforts - they use the dynamic force of a tractor, a truck or a hitch of a passenger car.

We draw your attention to the fact that straightening a wire with a diameter of more than 5 mm, if it is made of alloy steel, will require not only tension to the state of the string, but also subsequent stretching. It must be carried out until the bar bursts.
Usually, a break occurs at the attachment site at one of the ends of the string - at this moment it is best to be as far away from the stretched wire as possible.

Technology
Section 33. Straightening of sheet metal and wire
Straightening is the operation of flattening a metal sheet or wire on a straightening plate by hitting a mallet (wooden hammer) or a soft non-ferrous metal hammer, or using a block of wood (fig. 122).
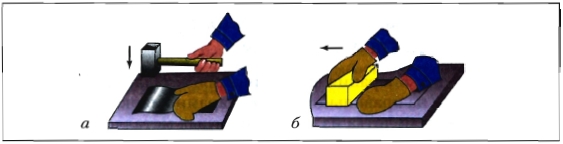
Rice. 122. Editing of a metal sheet: a - with a mallet; b - a wooden block
The sheet is placed on the stove and held with the left hand in a mitten, and with the right hand they strike with a hammer or mallet.
If there are convex areas on the sheet, then they are placed with a bulge upward and hit with a hammer from the edge to the center of the bulge. At the same time, the sheet is turned.
Thin, soft sheets are usually straightened with a wooden mallet or ironed and flattened with wooden blocks.
A soft thin wire can be straightened by pulling between several nails driven into the board or bars clamped in a vice, as well as around a cylindrical mandrel (Fig. 123, a, 6, c).
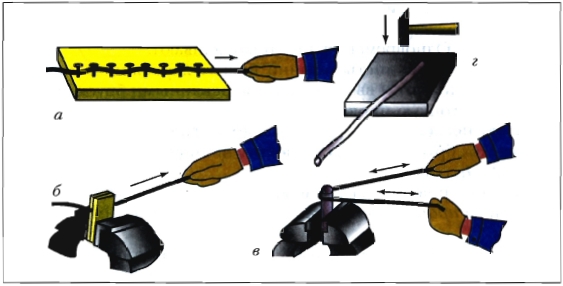
Rice. 123. Wire straightening: a - by pulling between the nails driven into the board; b - stretching between the bars in a vice; c - by pulling around the cylinder; d - with a hammer on a flat (correct) plate
The thick wire is straightened by hitting it with a hammer or mallet on a regular plate (Fig. 123, d) or squeezing with pliers.
The quality of the straightening is checked by applying the edge of the ruler to the surface of the sheet or wire, or on the correct plate - according to the size of the gaps S (gaps) (Fig. 124).
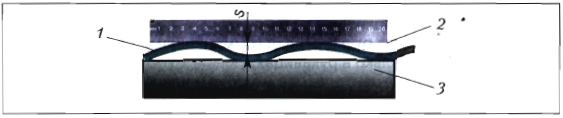
Rice. 124. Checking the quality of straightening: 1 - sheet or wire; 2 - edge of the ruler; 3 - correct plate; S - the size of the gap (clearance)
Safe work rules
- Watch out for hand cuts from sharp edges of metal sheets and wires.
- Protect your eyes from injury from sharp wire ends.
- Work only with gloves.
- Protect your fingers from being hit by a hammer or mallet.
Practical work number 35
Straightening of sheet metal and wire
Work order
- Prepare your work area and tools for straightening workpieces made of thin metal sheets and wires.
- Straighten blanks of metal sheets and wire.
- Check the quality of the edits.
Control questions
- What is called sheet and wire straightening? What metals are workpieces straightened from?
- What tools and fixtures are used for dressing?
- Can sheets be straightened between rolls?
- What is the technology for straightening thin soft metal sheets?
- Why does the wire straighten when pulled between bars, nails, or around a mandrel?
How to align the wire with your own hands
If the wire rolled into bays can be considered conditionally flat, then in order for it to become straight, we just need to get rid of the curvature of a large radius. But how to straighten the wire in the form of crumpled residues and poorly stored waste? They represent not only turns, but various zigzags located in different directions from the axis. In this case, straightening the wire with the right approach to the state of an ideal straight bar is quite achievable. There are some of the most effective ways to align the wire. Depending on the choice, they will have slightly different results in terms of quality.
So, from simple to complex:
- You can remove the kinks on the wire by securing both ends in your hands and start rolling with effort through a pipe or doorknob.
-
Straightening of the wire turns out well if its straightened sections are placed on a flat surface of the workbench. Covering it with a wooden block, start rolling it on it so that it can move freely while doing this. Just a few of these rolls give quite good results.
- To straighten soft copper wire, you need to fix it with one end at a height. Hang a not very heavy load on the other, such that it could not tear it. By rotating the weight clockwise and back a few revolutions around its axis, the ideal result can be achieved.
- The wire will be straightened in a similar manner. If one end of it is fixed in a vice, and the other is clamped in the chuck of a screwdriver or electric drill. The straightening process will take place by rotating slowly while holding the wire under strong tension. Just a few turns will be enough for full straightening.
- Also, a screwdriver or electric drill will be needed to straighten small pieces of wire up to 30 centimeters. To do this, in a wooden block we make a die hole with a diameter slightly larger than a wire hole and pass one end of the bar through it. We fix this end in the chuck and begin to rotate slowly, pulling the wire through the hole.
- To align a wire of not very large diameter, you can make a fairly simple and cheap device with your own hands.
To do this, we need a massive wooden board with dimensions of 500 x 120 x 50 mm. We drive 5-7 nails with a diameter of 3-5 mm into it in a straight line with an indent by the diameter of the wire. The distance between the nails directly depends on the diameter of the wire and its elasticity. The higher these indicators, the larger the gaps between the metal rods. The process of straightening the wire will consist in simply pulling it between the nails along the marking line. For clarity, a schematic photo will help you.
If you know your original way of how to align the wire with your own hands, then please share it with us in the comment block.
Our production

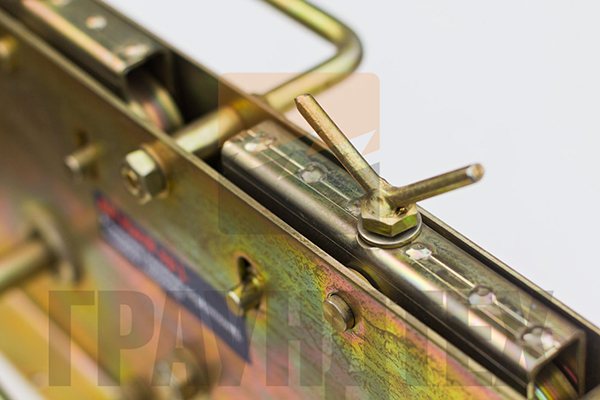
A device for aligning steel wire with a diameter of 6-10 mm and a strip of 20x3 30-4 mm with a manual drive. Serves for straightening galvanized steel wire with a diameter of 6-10 mm, as well as galvanized steel strip measuring 20x3 mm, 30x4 mm. Round and flat conductors are supplied in coils of 40-50 kg.

In order to carry out a high-quality installation of an air terminal "mesh" made of steel wire on a flat roof, it is necessary to lay the wire in the holders and connect the nodes using the terminals. The wire is laid in cells of 6x6 m, 10x10, 12x12 m in size. In order to evenly lay the conductor of the "mesh", it must be straightened from the twisted state. Galvanized steel wire of 8 and 10 mm is difficult to straighten manually, especially steel with a diameter of 10 mm, and in the straightened state there will be irregularities from uneven straightening.
For laying down conductors from lightning rods on the roof, chimneys and other structures of buildings and structures, installing conductors in holders, it is required to lay it as evenly as possible without bending. The reason for this is the aesthetic appearance, as well as irregularities, as a result of which the wire may come loose from the holders or the holder fastening itself can be damaged.

For ease of installation, our company offers this device for straightening conductors from nine rollers, which will allow you to save time on installing lightning protection "nets", as well as mount down conductors as soon as possible without fear of dismantling uneven sections of wire and strip.

The design of the wire straightening machine allows you to install it at a height of 0.5 m from the roof or floor on any structure made of wood or metal, adjust the pressure of the rollers on the conductor and achieve the evenness of the wire or steel strip.
For example:
- installation on wooden pallets - 5 minutes;
- screwing screws into wood - 2 minutes;
- setting the pressure rollers for the conductor from 5 to 15 minutes;
- unwinding a standard coil 115 m 5-7 minutes
- cutting to required lengths from 5 to 20 minutes

In total, on average, up to 1 hour, you can unwind and prepare galvanized steel wire with a diameter of 8 mm for installation. For a building with a flat roof measuring 50x20 m and a height of 10 m, approximately 3 coils of wire may be required, which means that in 3 hours you can prepare the conductor for laying on the roof and down conductors, without spending a working day on it.
Methods for bending metal wire
There are several main ways to give a metal wire the required shape of the finished product, so it can be distinguished: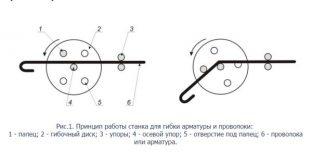
- manual method of bending the wire using special tools and simple devices. It is used for wire with a diameter of up to 3 mm in the manufacture of simple products in ancillary production or household. As a rule, it does not require practically any financial investments and special knowledge;
- manual method of making jewelry from wire up to 2 mm in diameter. Requires special tools and devices, as well as certain knowledge and skills for working with precious metals;
- bending wire from a coil, based on a special device called an unwinder;
- bending a wire from a metal bar;
- bending by wire rolling;
- bending of a metal wire by pushing.
Wire bending machines
- A wire bending machine that makes parts directly from the coil. It is the most productive and economical option for mass production of wire products. This happens due to the fact that the coil with the wire is installed in a special device - the unwinder, from which the metal thread enters the correct block. There it is exposed to the action of a roller or flat mechanism, as a result of which it takes the form of a flat and straight rod at the exit. After that, the wire enters the bending block of the machine, where, with the help of mechanical devices, it is given the required shape of the finished product. At the end of the process, the finished part is cut with mechanical shears. Typically, such a wire bending machine can produce one kind of finished product, which is determined by pre-installed mechanical devices and is limited by the manipulation of the feeder. Therefore, the shapes of products produced on such machines are not very complex in configuration, since the number of bending operations is limited to five.
- A wire bending machine for bending wire from a metal bar is a more technologically advanced method, which has a number of advantages compared to working from a coil. This is especially necessary when the finished product needs additional processing. This can be tapping or stamping, which can only be done before the product is finished. The disadvantages of such a machine are its need for an additional complex feed mechanism for workpieces and a relatively low overall productivity.
- The wire bending machine is mainly used to make various round shaped parts and various kinds of round springs. For example, such a wire bending machine by rolling works due to the fact that the wire is fed through the guide rollers to a shaft of a given radius, where, due to its rotational movement, it bends around the finger a predetermined number of times. In this case, the wire is twisted along a predetermined radius, which has a bending pin and rolling rollers. Due to the position of the rolling rollers in relation to the central shaft, it is possible to set and regulate the bending angle or spring pitch. A wire bending machine by rolling, like other similar mechanical devices, is capable of producing only one type of product per operation.To change the range of products, both the replacement of bending devices and commissioning are required.
- Wire bending machine for bending metal wire by pushing method. For certain wire parts, during their manufacture, it is required to give them complex shapes of certain geometric shapes, such as variable radii, irregular arcs, a spiral appearance, and the like. It is not very efficient to do it by running it in, and sometimes it is simply impossible even technologically. Hence, the only possible way is to use the wire pushing method. The principle of operation consists in the translational movement of the metal wire through a three-roll roll forming block or a special spring-coiling device, in which, due to the position of the rolling rolls, the finished product is shaped. As a result, you can get any given curvature or a smooth change in the size of the radius. The main difference between running-in and other bending methods is a more complex equipment arrangement that requires special knowledge during adjustment and maintenance.
- Straightening machines are used as an additional device in technological lines for the production of various metal wire meshes for straightening and shaping the wire. Two technologies are used here: the revolving straightening with a frame and straightening with a two-plane straightening block. The two-plane block does not guide perfectly, but does not twist the wire. But the rotating regular frame has a more complex design, but many machine tool manufacturers still prefer it to the classic regular block design.
2 Some important features of the procedure
Drawing technology, according to experts, has only one significant drawback. It consists in a small index of wire deformation. This is due to the fact that the degree of deformation is limited by the strength of the outgoing end of the workpiece, to which the corresponding deformation force is applied.
The starting material for the described technological process is continuously cast, pressed and rolled blanks from non-ferrous metals, alloyed and carbon steels. High-quality drawing is ensured when the initial raw material has a certain microstructure (for example, sorbitol, if we are talking about wire rod made of steel material).

In the past, steel wire was usually patented. This operation implied first heating the metal to the austenitizing temperature, and then exposing it to a salt or lead melt (this exposure was carried out at a temperature of about 500 degrees Celsius).

The technology of manufacturing steel and copper products today does not imply the implementation of such complex actions. The desired structure is guaranteed to be obtained when leaving the rolling equipment. If you watch a video of how a modern high-speed continuous wire drawing machine works, you can see that it is equipped with a complex of combined (air plus water) cooling of products. It is this system that makes it possible to obtain the required wire rod microstructure.
Industrial methods
In production, for straightening almost all types of metal wire, specialized correctly cutting machines are used. The process is based on two main methods - these are:
- straightening by rolling through a system of 5-6 pairs of rollers, which are arranged sequentially in different planes so that each subsequent pair is perpendicular to the adjacent one;
- straightening by drawing through several specially made dies.
As a rule, such machines necessarily have a special device for automatic unwinding of wire from coils or spools.
To work with elastic wires and alloyed steel rods, the production technology provides for heating and tempering the steel structure of the workpieces using gas burners or high-frequency inductive heaters.
How an industrial straightening-cutting machine works can be seen in the video:
Useful video
Watch a video where a person shows how to assemble a simple reinforcing bender structure for bending bars and a square:
In the second video, an overview of the mechanism for bending wire and curling hooks:
Conclusion
What is used for bending wire is described in detail in the article. To work with this material, you can use both simple tools and complex installations that allow you to perform a large number of operations per minute.
With a limited budget, you can make your own mechanical device that will not be inferior in quality to factory products.
Bending machines for rebar, wire, sheet metal and pipes offers. On our site, not only technical specifications are presented, but also videos of bending machines and photos of finished products, which will allow you to better understand the production process. If you have not found the equipment you need on the site, send the technical specification to the mail, we will select the machine for your tasks.
How to align wire without a machine

Therefore, in order to align the metal wire from the coil, it is worth using the most common method of force stretching, for this it is necessary to be guided by the following sequence:
- First, one end of the wire must be rigidly fixed in something massive and solid. To do this, you can wrap its end around the base of a power line support or a sturdy tree with a trunk diameter of at least 25 centimeters.
- Further, we manually unwind the bay along the ground and, if possible, stretch it as much as possible.
- At the second end of the unwound wire, we make a loop and fix it in a device capable of pulling it with effort, that is, moving a certain distance.
- The actual straightening process consists in slowly stretching the metal wire with great effort until it turns into a perfect string in shape. To fix the rectilinear shape, you can leave it in this taut state for a short time, about 5 to 30 minutes.
A sufficiently wide range of devices can be used as a tensioning device, depending on the size of the diameter of the metal wire. So, for a wire of 2-3 mm in diameter, steel scrap may be enough with the effort of two strong men or the use of a manual mechanical winch. But straightening the wire for a diameter of 5 mm and more will require much significant efforts and for this you will need to use either the towbar of a personal car, or the dynamic force of a tractor or truck.