Copper wire available
| Brand | Diameter | |
|---|---|---|
| Copper wire MM | 8 mm |
Our advantages
Free delivery to shopping mall Business lines
Copper wire properties
Copper has a high electrical conductivity, which is almost a record among non-ferrous metals (except for silver, but it is unprofitable to use it). The specific conductivity of electricity at a temperature of 20 * C 55.5 - 58.0 MSm / m5 (in the SI system it is 55,500,000 - 58,000,000 S / m - Siemens per meter). Due to its ductility, copper in the form of a wire does not break, even if it is bent several times. These properties, coupled with durability, determine the popularity of the use of wire for the manufacture of windings of transformers and speakers, cables and other products.
Copper is more expensive than aluminum, but it is required less, because the specific area for conducting current is less.
Copper wire is in demand not only in the electrical industry, but increasingly in design, applied arts and jewelry production. We offer cooperation to all categories of customers, and especially to manufacturers of electrical equipment and components, for whom the following characteristics are important.
Features of production and GOST for copper wire
For the manufacture of wire, as well as copper tires, pure metal M0 and an oxygen-free version of M0b are used in different states. The thickness of the electrical wire can be a minimum of 0.5 mm and a maximum of 12.5 mm in accordance with GOST, the width is up to 35 mm, but it is possible to manufacture it on an individual request. Depending on the state of the metal, copper wire is offered:
- MT - solid state;
- MM - soft;
- MTB - solid, oxygen-free copper;
- IMB - soft, oxygen-free copper.
The resistance indicator depends on the hardness of copper, but the amount of oxygen in the composition is insignificant for this indicator. Oxygen-free metal has recently appeared on the Russian market, and its advantage lies in its greater ductility.
We also produce wire for enameling MTE and MME, which is used for windings. The products comply with GOST 434-78.
Why us?
Quality
In production, we use only high-quality cathode raw materials from certified manufacturers, and the quality management complies with the ISO 9001-2008 standard.
Our main advantage is the shortest lead times
One of the new directions of development is the production of finished parts according to your drawings. This allows you to significantly reduce your costs. The standard production time is 2 weeks. It is possible to manufacture urgent orders up to 3 days.
Rectangular Copper Wire Manufacturing and Supply
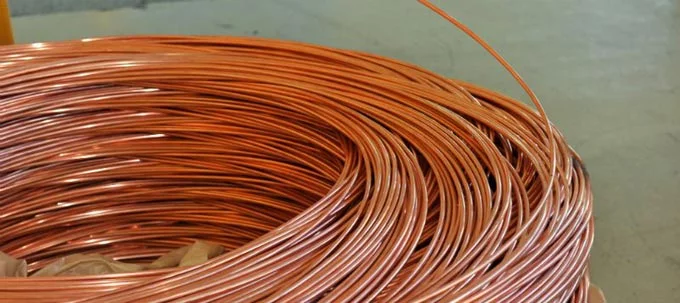
We produce electrical copper wire at our own metallurgical plant. Copper rod is used as a blank, which is passed through rolls or a mold. Finished products are packed in coils and spools, and can also be supplied in packs from 3 to 6 meters in lengths. We carry out deliveries in large and small wholesale, the price of copper wire in "NTCM" corresponds to the average market. To discuss the terms of delivery, we suggest contacting us by phone.
Submit your application
Wire drawing
For production at the factories, a special casting technology is used, which makes it possible to obtain copper wire with a cross-sectional diameter of about 20-30 millimeters. This indicator is quite high, since such a thick wire has a lot of disadvantages - high specific gravity, high specific resistance of the material, and so on.
Therefore, drawing is also used after casting. This technology makes it possible to reduce the diameter of the product to the required parameters (from 1-2 micrometers with ultrafine drawing to 10 millimeters with rough drawing).The drawing technology itself is quite simple: a thick wire is passed through special holes (dies), the diameter of which is less than the diameter of the original wire.
Technology
For drawing, special drawing machines are required, as well as adherence to a certain order of actions.
- The original wire must be etched immediately prior to drawing. For this, a hydrochloric acid solution is usually used, which is heated to low temperatures (40-50 degrees Celsius). After etching, it is also recommended to anneal the metal workpiece - this will make the metal fine-grained, which will allow for better drawing. After annealing, it is necessary to neutralize the residual pickling acid and rinse. Pickling and annealing can significantly increase the shelf life of drawing machines - if this is not done, the drawing holes-dies will quickly clog up with scale, which will slow down the production process.
- Now you can start drawing directly. To do this, the ends of the original wire are sharpened with forging tools, and then the wire is inserted into special die holes. After that, the engine of the drawing machine is started. To obtain a thin or ultra-thin wire of small cross-section, it is successively passed through several dies.
- At the last stage of processing, the wire becomes quite stiff and springy. To get rid of this drawback, the final annealing of the material takes place in the last compartment of the drawing machine. At the end, drying is carried out in special cabinets-compartments - after that, winding on coils is carried out. Drawing is complete - the wire spools can now be placed in the warehouse, delivered to the customer by road.
Automation
The drawing procedure is semi-automated - the operator only performs preparation and threading of the initial wire, and the machine performs the drawing itself in automatic mode (although the operator can control the parameters of the procedure using the control panel).
In some cases, special lubricants can be applied before drawing - these can be fatty oils, inhibitor emulsions, solutions of alkaline salts, and so on. The purpose of applying the lubricant is to reduce friction during drawing - this allows for a thinner and more uniform wire + by applying the lubricant, the risk of tearing is minimized.
Related Posts via Categories
- Copper wire from late blight - reliable prevention of disease
- Copper rod - ductile and durable
- Weight of steel, copper and aluminum wire - tables and calculation formulas
- Copper sheet is a popular and special rolled product
- Copper grades - production features and basic properties!
- Semi-automatic welding wire - choosing the right working tool
- Welding wire stainless steel - for corrosion-resistant seams
- How to choose and how much knitting wire should be taken for tying fittings?
- Copper and its basic alloys
- Application of flux-cored wire for semiautomatic device
Application
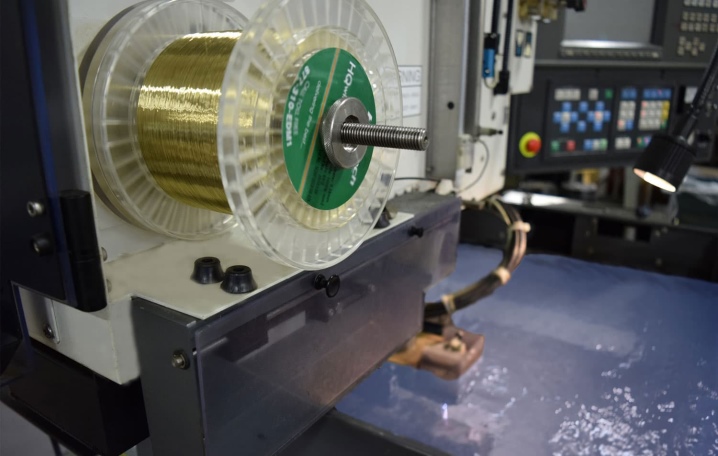
Brass wire is widely used in the production of electrical parts and decorative fixtures. With its help, contact pairs are formed in a variety of technological installations. But brass wire is also needed in filters used in the oil refining industry.

The basic version of this product is actively used for EDM machines in the process of highly accurate wire cutting.
But the use of brass wire does not end there. It is often used as the basis for special filters in the food industry. Such blanks are also used to produce fine mesh nets, various parts and mechanisms for the shoe industry. Brass winding can be found in transformer cores. Also, a thread from this material is used in:
- sifting crushed substances;
- receiving fountain pens and brushes;
- making jewelry.

However, the most popular product was and still is the additive wire for welding... Sometimes only its application provides a decent quality of the welded seam. Welding wire for semi-automatic, manual or fully automatic welding is different, but one thing remains unchanged - it actually replaces the electrodes.

The physical and chemical properties of the finished weld depend on the grade of the alloy used and on the correctness of its application. Professionals urge not to confuse the wire that replaces the electrodes and the one that goes into their production.
You can see a detailed overview of the types of wire for creativity in the next video.
Wire М1
M1 wire is considered to be of the highest quality and most expensive. The purity of the copper alloy used for its production is 99.9%. Composition: Cu - 99.9%, impurities (like Pb, Fe, Ni, S, As, Sb, Bi, Sn) - no more than 0.1%. According to physical characteristics, it happens: hard (M1T), soft (M1M). Other types of wire M1: oxygen-deoxidized (M1P), oxygen-free (M1B), phosphorus-deoxidized (M1F), cathode (M1K).
M1 wire differs from other long products (M2, M3) in its increased operational characteristics, due to the minimum content of impurities in the material. It has good thermal and electrical conductivity. Bends well while maintaining strength properties. Nice appearance.
This wire is most often used in such areas as aircraft and shipbuilding, power engineering. They produce cords, cables, thermocouples, wires, high-tech cryogenic equipment.
Distinctive parameters
Tinned copper has high ductility, excellent machining properties. It is this material that is used in electrical engineering for the manufacture of conductive cores of copper cables, braids for military and civilian products.
Let's try to find out what is the difference between tinned and un-tinned copper. The first option is more protected from external influences, since the wire is covered with a layer of tin. This metal protects the metal thread from any manifestations of corrosion, giving the material increased tensile strength. Tinned copper does not break when bent.
1 Copper wire - purpose and GOSTs
Copper wire is produced with different cross-sections (round and rectangular). Depending on the technical purpose, it is manufactured in accordance with the relevant GOSTs. For electrical purposes, copper wire is produced of round cross-section of the following grades:
- soft (MM);
- solid (MT);
- for overhead communication lines (MS);
- from oxygen-free copper:
- solid (MTD);
- soft (MMB).
The manufacture of this wire is regulated by GOST 2112-79. Round products subject to subsequent enameling are produced in accordance with OST 16.0.505.008-73, which regulates increased requirements for wire quality in comparison with GOST 2112-79. Tinned electrical wire is subject to GOST 16931-71, which regulates the method for determining the quality of a tin-lead or tin composition coating.

Electrotechnical copper products with rectangular cross-section are manufactured in accordance with GOST 434-78 of the following grades:
- soft (PMM);
- solid (PMT).
Starting from generators of turbines of power plants, power lines, cable conductors for power supply and communication, electric motors, various transformers, other electrical machines (devices) and ending with home wiring, household appliances, radio and electronic equipment, as well as components of these devices (microcircuits, microchips etc).
Copper wire is also produced for other purposes. Welding is made in accordance with GOST 16130-90. For thermoelectric thermometers measuring temperatures from –200 to +100 Co, a thermoelectric wire is produced according to GOST 22666-77 from copper, whose chemical composition corresponds to GOST 859-78.GOST 4752-79 and GOST R 53405-2009 regulate the manufacture of crusher copper wire, from which crusher posts are made for devices of the same name, which measure the maximum pressure in cylinders, barrels of firearms, and so on. Copper wire is also used: for the manufacture of rivets, nails, accessories; in construction, mechanical engineering, printing, light and electric vacuum industry. In all cases, its production is regulated by the relevant GOST.
Basic properties of copper wire
Pure copper grades are usually used to create wire - M3, M2, M1, M0 and higher (that is, those grades in which the copper content is more than 99%).
Production is carried out in a factory way, and various ores or recyclable materials are used as raw materials. By structure, there are two main types of wire - soft and hard. Soft is suitable for engineering applications, and hard is often used for decorative purposes.
Properties
- Low material resistivity (P-value 0.0175). Thanks to this, the electric current easily passes through the metal, and the conductor does not heat up.
- Quite high density of copper wire (about 9 g per 1 cubic centimeter). Because of this, the material is lightweight and dense in structure.
- Corrosion resistant. Thanks to this, the material does not rust or deteriorate during storage.
Where to get copper wire at home? The wire is part of electric motors and power transformers. Therefore, it can be found in any electrical appliance - TVs, hair dryers, irons, vacuum cleaners, and so on.
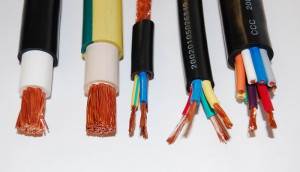
Also, copper wire is very often used as a conductor of electric current, so it can be found in wires and cables.
Please note that cable copper is usually covered with a special protective sheath that is difficult to remove by hand. Whereas on transformers and electric motors, the winding is in a clean state (insulation in this case is not required for technical reasons)

CONTROL METHODS
3 1 Inspection of the surface of the wire and rods is carried out without the use of magnifying devices. Surface quality control is carried out with a predetermined probability of 97.5% (the acceptance level of defectiveness is 2.5%)
3 2 Determination of the dimensions of wire and rods is carried out in accordance with GOST 26877 with a micrometer in accordance with GOST 6507 or other devices that ensure the required accuracy.In case of disagreement, the determination of dimensions is carried out in accordance with GOST 6507. )
3 3 The curvature of the bars is determined according to GOST 26877
3 4 For the analysis of the chemical composition from each selected coil (coil, drum, core), the bar is cut out one sample. Sampling and preparation of samples for determining the chemical composition is carried out in accordance with GOST 24231
The chemical composition of wire and rods is determined according to GOST 13938 1 - GOST 13938 12, GOST 13938 13, GOST 1652 1 - GOST 1652 13, GOST 1953 1 - GOST 1953 15, GOST 6689 1 - GOST
6689 22, GOST 9716 1 - GOST 9716 3, GOST 23859 0 - GOST 23859 11, GOST 25086 or other methods ensuring the required accuracy of determination
If disagreements arise in the assessment of the chemical composition of wire and rods, the analysis is carried out according to GOST 13938 1 - GOST 13938 12, GOST 13938 13, GOST 1652 1 - GOST 1652 13, GOST 1953 1 - GOST 1953 15, GOST 6689 1 - GOST 6689 23, GOST
9716 1 - GOST 9716 3, GOST 23859 0 - GOST 23859 11, GOST
25086
3 5 For tensile testing, two samples are cut from each selected coil (coil, drum, core) Sampling for tensile testing is carried out in accordance with GOST 10446
3 6 Sampling for the bend test is carried out from both ends of each controlled coil (coil, drum, core) or from two sections at a distance of at least 5 m from each other. around a mandrel with a radius equal to the diameter of the bar
3 8 To check the bar for fracture, both ends of the bar are cut from one or both sides, after which it is broken The notch should be made in such a way that the fracture passes through the central part of the bar. stresses in brass wire and rods are carried out in accordance with GOST 2060
3 10 The quality of the winding is checked by visual inspection.
4. TRANSPORTATION AND STORAGE
4 1 Transport marking - according to GOST 14192
4 2 Wire and rods are transported by all types of transport in covered vehicles in accordance with the rules for the carriage of goods in force for this type of transport, by rail - small or low-tonnage shipments
4 3 Wire and rods should be stored indoors on racks or pallets and should be protected from mechanical damage, exposure to moisture and active chemicals
If the specified storage conditions are observed, the consumer properties of wire and rods do not change during storage.
APPENDIX 1 Recommended
Section calculation
The cross-section of a copper wire is the area that the conductor has in cross-section. The value is influenced by the long-term permissible load, current strength.

The easiest way to calculate the cross-section is to use the data in the tables, taking into account the operating conditions and the maximum current. This will require two more indicators - the total power of electrical consumers (kW or W) and voltage (V). The first is indicated in technical data sheets or on the cases of devices, and the second for city apartments is 220 V.

Further, in special tables, the obtained power values are found and compared with the diameter of the conductor. Remember to keep a small margin of diameter in the calculations. After all, when new equipment is connected, the load will increase.

Wire brands
The wire marking contains instructions on the material design. If the letter "A" is absent in the designation, then the product is made of copper. The most popular brands are:




PBPP (PUNP) - the abbreviation stands for household, industrial flat wire. This product is up to 6 sq. Mm with PVC insulation. Operated in the range from -15 degrees to +50 degrees. Suitable for mounting lighting systems.


PPV is a flat wire with an insulating layer of PVC-compound. The number of cores can be from 2 to 3 pcs, while the cross section is 0.75-6 sq. Mm. Operates on AC or DC voltage of 450 V and 1000 V, respectively. Operating temperature conditions from -50 degrees to +70 degrees. Found application in the installation of lighting systems and power lines.

PVA is a heat-resistant, wear-resistant stranded conductor with colored PVC insulation. The cross section ranges from 0.75 sq. Mm to 16 sq. Mm. Network parameters - voltage 380 V, frequency 50 Hz. It is used for the installation of outlets, the production of extension cords.

What affects the resistance of a copper wire
The electrical impedance of a copper cable depends on several factors:
- Resistivity;
- Wire cross-sectional areas;
- Wire length;
- Outside temperature.
The last point can be neglected in the conditions of domestic cable use. A noticeable change in impedance occurs at temperatures above 100 ° C.
 Resistance dependence
Resistance dependence
Resistivity in the SI system is denoted by the letter ρ. It is defined as the resistance value of a conductor having a cross section of 1 m2 and a length of 1 m, measured in Ohm ∙ m2. This dimension is inconvenient in electrical calculations, therefore, the unit of measurement is often Ohm ∙ mm2.
Important! This parameter is a characteristic of a substance - copper. It does not depend on the shape or cross-sectional area
The purity of copper, the presence of impurities, the method of making the wire, the temperature of the conductor are factors that affect the resistivity.
The dependence of the parameter on temperature is described by the following formula: ρt = ρ20. Here ρ20 is the resistivity of copper at 20 ° C, α is an empirically found coefficient, from 0 ° C to 100 ° C for copper has a value of 0.004 ° C-1, t is the conductor temperature.
Below is a table of ρ values for different metals at 20 ° C.
 Resistivity table
Resistivity table
According to the table, copper has a low resistivity, lower only for silver. This results in good metal conductivity.
The thicker the wire, the less its resistance. The dependence of the R of the conductor on the cross-section is called "inverse proportional".
Important! With an increase in the transverse area of the cable, it is easier for electrons to pass through the crystal lattice. Therefore, with an increase in the load and an increase in the current density, the cross-sectional area should be increased
An increase in the length of a copper cable leads to an increase in its resistance. The impedance is directly proportional to the length of the wire. The longer the conductor, the more atoms meet in the path of free electrons.
 conclusions
conclusions
The last element affecting copper resistance is the temperature of the medium. The higher it is, the greater the amplitude of motion the atoms of the crystal lattice have. Thus, they create an additional obstacle for electrons participating in directed motion.
Important! If you lower the temperature to absolute zero, which has a value of 0 ° K or -273 ° C, then the opposite effect will be observed - the phenomenon of superconductivity. In this state, the substance has zero resistance
 Temperature correlation
Temperature correlation
Basic provisions of GOST
The main physical properties and quantities in the form of technical parameters, chemical composition, test methods and geometric dimensions are determined by GOST R-53803-2010. All copper wire rod after 2010 is produced in Russia in accordance with this GOST.
The standard defines the nominal sizes of cross-sections adopted today in Russia. These are wire and copper rods with a thickness of 8 to 23 mm. Tolerances for a wire of 8-14 mm can be of the order of 0.4 mm, and for a bar with a cross section of 15 to 23 mm - 0.6 mm.
Existing standards divide copper wire rod into types, the marking of which means the method by which it was made. The methods determine the purity of the metal, on which its price directly depends. So, the Kmb marking means oxygen-free wire rod. But it also contains Moo subspecies with 99.99% Cu, M1 - 99.9%, M4 - 99.0%, where the numbers indicate the Cu content in percent. Moo belongs to the cathodic electrolytic grades, completely devoid of oxygen and which has the highest electrical conductivity with the lowest possible resistance. and the cost per kilogram of such copper is the highest. But the KMor marking informs that this copper rod is made of refined waste and copper scrap, that is, there are different types of copper in such a rod.
Decoding of markings
The “M” before the metal purity index simply means “copper”. Two "zeros" (00) - high purity. One zero (0) is just pure. With numbers 1,2,3 - technically clean. The last element of the markings is usually an alphabetic index, meaning the way in which the metal was cast: K - cathodic. Y - remelted cathode. Oxygen-free copper is denoted by letter B, deoxidized - P, and deoxidized by introducing phosphorus into the melt will be marked in the marking, respectively, letter F.
All in all, about 20 grades of this metal are produced in Russia, intended for use in various industries.
Copper rod with KM marking occupies an intermediate position between these grades.
The GOST adopted in 2010 allows the manufacture of copper wire rod of other nominal sizes, if such was the customer's request.
There is also a list of chemical elements that are strictly regulated by GOST according to their limit values in the composition of copper for industry. These are bismuth, arsenic, sulfur, antimony, lead, tellurium, selenium, silver, iron and oxygen. Their share in the total mass of a copper ingot or wire rod should not exceed a value from 0.001 to 0.005%. Most of the harm to the quality of copper is caused by the content of bismuth and lead, since these substances make copper brittle with even a slight heating. Therefore, the mass percentage of these elements should not exceed 0.001%. The presence of sulfur and oxygen in copper improves its ability to succumb to the cutting procedure, but sulfur at the same time impairs the ductility of this metal.
The content of such substances as phosphorus, cobalt, silicon, nickel, manganese, chromium, tin, zinc and aluminum is not regulated by GOST.
On the surface of the drawn wire, there may be dents, marks, gouges and scratches, but if their dimensions do not exceed 0.2 mm, the material is suitable for production approval. An exception is made only for high-precision technologies.
Product requirements
But in some cases, additional requirements are put forward:
For finished products, twisting-unrolling tests are provided.
- A wire with a cross section of 16 mm or more must withstand 3 twisting-untwisting cycles. With a section from 13 to 16 mm - 5 cycles. And with a section from 8 to 13 - 10.
- The elongation of the wire rod at break must be at least 35%.
- The value of the temporary resistance in megapascals must be expressed as a number of at least 160.
Additional tests can be carried out at the insistence of the client (customer). So, it can be tests for hydrogen brittleness for KMB grades and for spiral elongation - such a test may be required for KM and KMor grades.
Although the category of "scrap copper" can fall into a completely conditioned and even high-quality copper. This can happen when:
- The percentage of oxidation of the metal in the bay exceeded with the measurement method weighing 0.01.
- The presence of mechanical defects in the form of tears, notches and dents, if the cleaning could not eliminate these defects.
- Exceeding the shelf life of a coil of wire rod for more than 3 months (after the expiration of this period, a comprehensive check of all parameters of the coil is required, and if at least one of them does not correspond, even refined copper with a purity of 99.99% can be recognized as scrap). Therefore, the manufacture of grades of cathode electrolytic copper of high purity is always done for a specific customer and in the case of only 100% prepayment, with a warning about the possible consequences of not delivering the ordered wire rod on time.
ACCEPTANCE
2.1. Wire and rods are accepted in batches. The batch must consist of wire or bars of an alloy of the same grade, one state of the material, one diameter, and is drawn up with one quality document containing:
trademark or name and trademark of the manufacturer;
conventional designation of wire or rods; batch number;
net weight of wire or rods;
test results (at the request of the consumer).
The mass of the batch should be no more than 2000 kg.
2.2. To control the surface quality and dimensions of wire and rods, coils (coils, drums, cores) or rods are taken from the batch by the method of the greatest objectivity in accordance with GOST 18321. The control plans correspond to GOST 18242. The number of controlled coils (coils, drums, cores) of wire and rods are determined according to table 7.
Table 7
|
Number of coils (coils, drums, cores), bars in a batch |
Quantity controlled coils (coils, drums, cores), rods |
Rejection number |
|
2-8 |
2 |
1 |
|
9-15 |
3 |
1 |
|
16-25 |
5 |
1 |
|
26-50 |
8 |
2 |
|
51-90 |
13 |
2 |
|
91-150 |
20 |
3 |
|
151-280 |
32 |
3 |
|
281-500 |
50 |
4 |
|
501-1200 |
80 |
6 |
|
1201-3200 |
125 |
8 |
A batch is considered suitable if the number of coils (coils, drums, cores), rods with measurement results that do not meet the requirements of Tables 1 and 2, p. 1.3.1.4, 1.3.2.2, less than the rejection number given in table 7.
It is allowed for the manufacturer, upon receiving unsatisfactory results, to control each coil (coil, drum, core), bar.
The manufacturer is allowed to control the surface quality and dimensions of the wire and rods during the production process.
2.3. To check the curvature of the bars, three bundles are taken from the batch.
2 4 To check the chemical composition of the wire, take two coils (spools, drums, cores), and bars - two bars from the batch
It is allowed at the manufacturing plant to determine the chemical composition on samples taken from molten metal
2 5 To check the ultimate resistance and the number of bends of the wire, take three coils (coils, drums, cores) from the batch
2 6 To test bars for bending and fracture, take two bars from the batch
2 7 To check for the presence of residual tensile surface stresses, two coils (coils, drums, cores) or two rods are taken from the batch.The check is carried out periodically, at the request of the consumer.
2 8 Upon receipt of unsatisfactory test results for at least one of the indicators, in addition to the size and quality of the surface, a repeated test is carried out on it on a double sample taken from the same batch
Retest results apply to the entire batch