What is cold welding and what is it like
Cold welding is a special type of high-strength adhesive that is used to join different materials, including steel. The composition is based on epoxy glue or resin with different fillers, due to which high strength of the connection of parts is ensured. Only it is not always possible to achieve a high quality connection, so many complain and refuse to further use the material. The reason is not at all the poor quality of the glue or its low efficiency, but non-observance of the instructions for using the composition.

In order for cold welding to provide the desired connection reliability, its application needs an appropriate approach. Before using cold welding, it is necessary to understand the peculiarities of its correct application. After the appearance of a high-strength adhesive, various manufacturers began to produce it. In order to save on production, some manufacturers violate the standards for the manufacture of cold welding, which ultimately affects the quality of the joints. To prevent this from happening, you need to buy welding only with quality certificates that guarantee the effectiveness of the material.
Cold welding is classified into two types:
- One-component
- Two-component
And in both types of glue, there is an epoxy substance, as well as fillers - sulfur, metal powder and other compounds. By the type of composition, cold welding is dry and liquid.
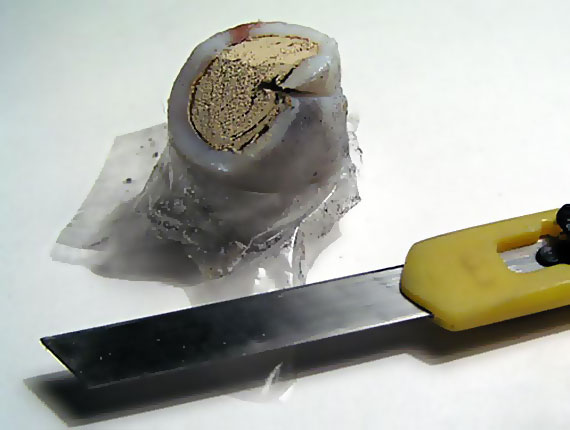
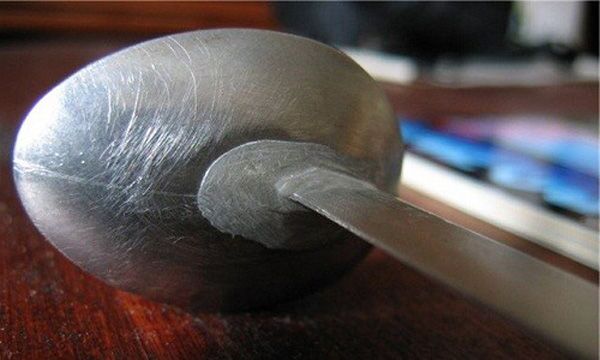
Two-component dry welding is in a cylindrical package. When it is necessary to use the product, the components must be mixed, obtaining a mixture similar to plasticine. It is very convenient to work with plasticine, therefore, it is possible to ensure the connection by cold dry-type welding even in the most inaccessible places. The effectiveness of the material depends on the quality of mixing the composition. Both components must be used in the same amount and thoroughly mixed.

Liquid welding also consists of two components, which are epoxy and hardener. These components should also be connected together before direct use. The quality and reliability of the adhesion depends on such a factor as the thoroughness of the mixing. The more thoroughly the substances are mixed, the more reliable the junction.
Cold welding is also classified according to the methods of application, which depends on the technological tasks set:
- Suture - used to create a strong and impermeable seam, when it is necessary not only to connect the parts, but also to ensure their tightness. The joint compound is suitable when it is necessary to prevent leakage of metal pipes, etc.
- Dotted - such glue is applied in dots, which allows you to achieve high reliability, however, there is no tightness. It is mainly used in exceptional cases when it is necessary to ensure the connection of two parts.
- Butt is a special type of glue that is used to connect metal parts by joining them. When using butt welding, it is necessary to understand that only thin metal can be joined with such glue.
- Tavrovaya - this type of adhesive is used exclusively in electrical installations
- Sliding or lap welding is an adhesive used to join pipes of different diameters. With the help of sliding glue, pipes of different diameters can be connected, but exclusively by the overlapping method
It is interesting! Depending on the material to be joined, cold welding is distinguished for metal, plastic, linoleum, etc.The use of such an adhesive significantly reduces the cost of using other joining methods.
Specifications
This product has a number of characteristic features that are determined by its characteristics. Of course, each brand may have its own characteristics, but in most cases the characteristics are as follows:
| Primary drying time, minutes | Complete drying time, hours | The minimum temperature limit of operation, degrees Celsius | Maximum temperature limit of operation, degrees Celsius | Package volume, grams |
| 30 | 5 | -40 | +300 | 57/115 |
If cold welding is used for high-temperature aluminum, then its upper limit can be higher than 700-100 degrees Celsius. Some additional substances that are added to the composition can also change the characteristics, but they are often narrowly targeted and are not so common.
Choice of cold welding
The selection of the correct brand largely determines the quality of the subsequent repair operation. To do this, you need to pay attention to certain parameters that are important to you. Here you need to find a balance between price and quality, since proven manufacturers can offer quite expensive products.
First of all, you need to pay attention to the temperature regime in which the material can be used. It must coincide or exceed the one in which you will work.
Next, you should pay attention to what surfaces can interact with. After all, there are compositions intended only for aluminum, but there are also universal ones.
"Note! Here, do not forget about the presence of a metal filler made of aluminum. The fact is that some universal compounds that are suitable for aluminum as well, may not contain this metal, although they glued it together.
The capacity of the package matters if you use this substance frequently. Everything is simple here, since the more material in it, the relatively cheaper it costs per unit of weight. Packaging should be convenient for storage and transportation, because often you have to use cold welding for repairs on the road and on the road. If there is a frequent need for urgent repairs, then the substance should have a quick drying period. This parameter may differ several times in different brands.
Application features
Full instructions for the use of each variety are written on the packaging, but for this type there are a number of its own characteristics that you need to know, regardless of the brand presented.
- First of all, when cold welding is used for aluminum at home or at work, all procedures should be carried out with special protective gloves. The possibility of skin contact with the material should be excluded as much as possible.
- The surface from which the work is carried out must be degreased and free of debris, plaque and other unnecessary things. Otherwise, the connection quality will drop.
- When preparing the mixture, it is advisable to use non-metallic objects, including containers. If the glue is designed to adhere metal parts, then on such surfaces it will interact less even before direct use.

Cold welding applications for aluminum
Manufacturers and popular brands
It is worth familiarizing yourself with cold welding on aluminum in order to make the right choice.
- Mastix (Russia);
- Weicon;
- Permatex;
- Loctite;
- Poxipol;
- Devcon.










Technological process
The whole process of repairing radiators and heating pipes, regardless of what material they are made of, is carried out in two stages: preparatory and main.
Preparatory work
The content of the preparatory stage depends on what requirements the adhesive composition itself imposes on the repaired product, including the requirement for the presence of a pure metal on which the composition will be applied.
In the event that the preparatory stage meets the requirements for providing the adhesive with access to pure metal, then it will consist of the following steps:
cleaning of the repaired area to bare metal. In the case of a thin layer of coating, for example, paint and varnish, you can do with a metal brush.However, in the case of a thick layer of coating, mechanical cleaning may be required using a special circle and a grinder.
If an old pipe is to be repaired, then cleaning to metal should be carried out extremely carefully;
after the metal has been cleaned, the surface should be degreased, for example, with alcohol or other liquids whose chemical composition allows the metal to be clean. If cold welding does not require mandatory cleaning from paint and varnish coatings, the cleaning step immediately begins by degreasing
Degreasing itself is done with a cotton swab or other material. In this case, it is desirable that such a material be lint-free, since, otherwise, its microparticles can adversely affect the cleanliness of the coating.
The main stage
The next stage is the main one, during which the repair itself takes place using cold welding, consisting of the following steps:
- preparation of adhesive. It is taken out in the main stage, since it requires a very quick implementation of all the necessary actions due to the fact that the composition itself hardens very quickly, which can lead to the loss of its plastic properties even before it is applied to the repaired area;
- in the case of a one-component composition, it is necessary to cut off a piece of such a size that it is enough to cover the place that will need to be covered in order to carry out the repair. This piece must be kneaded to such an extent in order to obtain a plastic mass that will take the shape that is required in the repaired area;
- if we are talking about a two-component composition, it is necessary to mix the elements of such a composition in equal proportions in order to obtain the mass required in quality, after which it will be ready for use as part of the repair being carried out;
- the next step is to apply the composition itself to the repaired area. As mentioned above, the application of cold welding must be carried out quickly, otherwise the polymerization process (that is, solidification) will occur much earlier, as a result of which a high-quality connection will not work;
- after the composition is applied to the repaired area, this area must be protected from environmental influences. This can be done by means of a special clamp or clamp, which is put on for the period indicated on the cold-welded package (this is the period of the limiting hardening of the composition, after which it acquires its maximum strength).
When working with cold welding, remember about safety measures to protect the skin of the hands - all work must be carried out with gloves, and in order to prevent the composition from sticking to the hands, the surface must be moistened with water (for example, using cotton swabs).
Welding with linoleum
"Cold welding" or "Fast steel" are approved for welding with linoleum. They consist of the following substances: tetrahydrofuran; plasticizers; polyvinyl chloride. The composition allows you to slightly straighten the edges of the linoleum to be glued using the prepared mass. The main feature of this type of welding is the difference in its behavior during work and in contact with different types and brands of linoleum. Manufacturers recommend three main types of adhesive components:
Glue type "A"
It is used when it is required to join the seams of a sufficiently hard material. The consistency of linoleum glue is characterized by significant fluidity. When working, a rather thin, neat seam is obtained.
Type "C"
This cold steel is suitable for linoleum, which has been in use for a relatively long time, has a strong degree of wear and is subject to cosmetic repair. The consistency of the adhesive mixture is thicker than "A". This determines the specifics and scope of its use. As a result of the work, the seam is filled. It fills in the gap between the old strips of linoleum.A visible new strip of adhesive forms at the bonding site.
Glue type "T"
This type is intended for cold welding of linoleum. The building material is PVC. Polyester is used. The composition of T type glue for linoleum is specified in the product modification. It is used more often by professionals and builders.
disadvantages
- Welding for batteries is designed only for low loads, so it is not suitable for serious repairs and you need to use other methods;
- The reliability of the seam largely depends on the technology of the process, since if all the rules have not been followed, the composition may not be taken properly;
- When applying welding, you need to adjust to the specified temperature conditions;
- The seams obtained cannot be classified as very durable.
Varieties
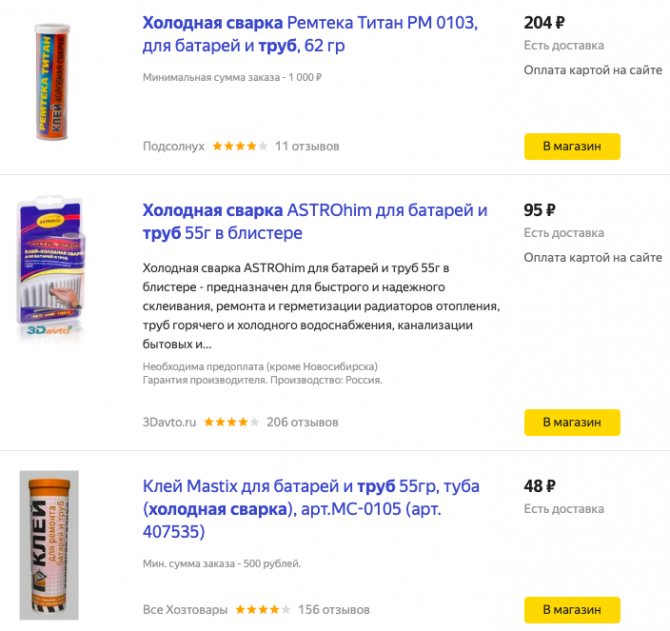
Cold welding for steel heating pipes is a popular tool that is manufactured by several companies. There are both domestic and foreign manufacturers on the market, differing in both price and quality. The recognized leaders in this area are HI-Gear and Abro. Among domestic manufacturers, there are also several specialized brands that are marked "for pipes". Polymet and Almaz are popular among manufacturers.

Cold welding HI-Gear and Abro
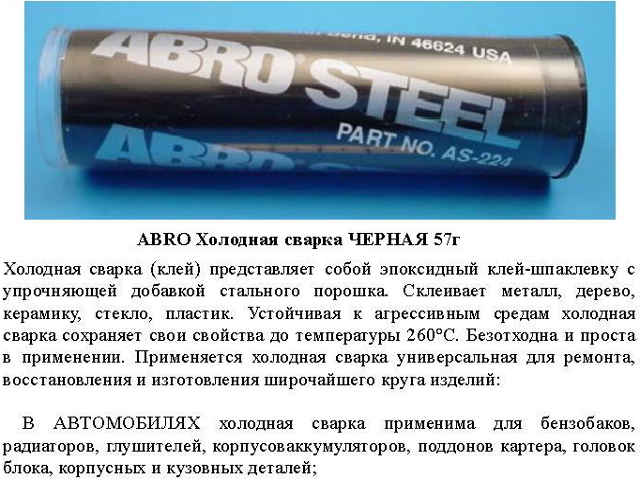
Composition
The material includes the following elements:
- Epoxy resin - the basis for the glue, which gives the entire substance homogeneity and plasticity;
- Additional components - to improve the bonding property, such as sulfur and others;
- The metal component is responsible for enhancing the strength of the material in a solidified state and for a longer service life.
Specifications
The characteristics of the material used are some of the main factors to pay attention to. This variety has the following indicators:
|
Characteristic |
Meaning |
| Minimum temperature of use, degrees Celsius |
-60 |
| Maximum temperature of use, degrees Celsius |
-150 |
| Plasticity retention time, min |
5 |
| How long can it take to be loaded, hours |
2 |
| Package weight, g |
50 |
Choice
Cold welding for plastic and metal pipes can be very different. The difference lies in the reinforcing element included in the composition. For metal products, it is advisable to select those options that match the filler material with the metal of the pipes. Accordingly, for plastic heating pipes, you do not need to choose too rigid brands. In any case, liquid grades are not suitable for the pipe surface.










Cold pressure welding of heating pipes will be the strongest. For it, the most resistant materials are used, which have high tensile strength.
Instructions for cold welding of heating pipes
The first step is to prepare the surface on which the composition will be applied. It should be free of dirt and dust particles to keep it as clean as possible. Then it needs to be dried. A dirty and wet surface sticks together several dozen times worse. After that, you can cut off the part of the stick from the glue, the size you need, and knead for 5 minutes until it becomes as elastic and soft as possible.
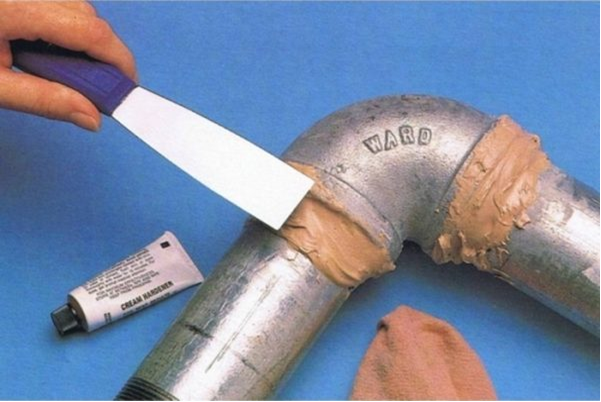
The sticky, homogeneous mass should be applied to the crack, leak, or other problem you are dealing with. The surface must be completely covered with the compound. Use a spatula or similar object to smooth the glue.
Security measures
Cold welding for PVZH and other materials, as a rule, is not safe in contact with skin and mucous membranes. Do not allow direct contact. Work must be carried out with protective gloves. The cutting knife should then not be used for food. In case of accidental contact with the mass, you need to rinse your hands or eyes in running cold water. If complications arise, it is best to consult a doctor.
Features of the application of cold welding
The main feature is great attention to the preparatory stage. The thoroughness of its conduct depends on how well everything will turn out
Even the service life of cold welding for heating pipes depends on how well the material adheres.
Methods for repairing cast iron radiators by cold welding
 Before beginning the description of methods for repairing a battery with cold welding, it should be noted that cold welding is a temporary remedy for eliminating an individual leak. A sealed weld leak can stand during normal handling for several seasons, but the battery can be repaired normally only by disassembling it and replacing the broken section with a new one.
Before beginning the description of methods for repairing a battery with cold welding, it should be noted that cold welding is a temporary remedy for eliminating an individual leak. A sealed weld leak can stand during normal handling for several seasons, but the battery can be repaired normally only by disassembling it and replacing the broken section with a new one.
Another point to pay attention to is the size of the patch and the possibility of repairing various damages. If a small leak has formed in the section, then cold welding will cope with such a task quickly and efficiently
Another thing is when a large gap has formed in the metal, here you will have to use additional reinforcement - in addition to the first layer applied by cold welding, you will have to use liquid glue and make a bandage. And the most difficult case is when a whole piece of metal breaks off from the impact. Such repairs by cold welding are not possible, here you immediately need to shut off the coolant supply and call a repair team.
Repair of small leaks on the vertical surface of the section
If a leak has formed on the outer or inner surface of the section and the crack size does not exceed 1-2 cm in length, you will need, in addition to cold welding, a metal brush, 100 and 200 grit sandpaper and paint thinner or alcohol.
Before starting work, the supply and drainage of the coolant to the battery is shut off and, if possible, water is drained from it.
With a metal brush, the paint is cleaned off at a distance of 1-1.5 cm on both sides of the crack. After that, first with 100 grit emery paper, and after 200, a cleaning is done so that at the place of the future patch, the stain is cleaned to pure metal.
After that, the glue is prepared and the surface of the radiator is degreased. Cold welding for a radiator is applied to the surface of the patch so that there is a gap of 1-2 mm between the cleaned metal and the paint on the surface of the radiator.
After applying the glue, it is actively pressed and left to crystallize for the time specified in the instructions.
Repair of leaks at the joints of the radiator sections
 This repair case allows for a higher quality of leak sealing. The point is that repairing pipes and cylindrical surfaces is easier than repairing a crack on a flat surface. In this case, in addition to the usual plastic mass, in the future, you can use a two-component adhesive with an additional bandage to increase the strength of the connection.
This repair case allows for a higher quality of leak sealing. The point is that repairing pipes and cylindrical surfaces is easier than repairing a crack on a flat surface. In this case, in addition to the usual plastic mass, in the future, you can use a two-component adhesive with an additional bandage to increase the strength of the connection.
When repairing the junction of the sections, not only the leak is cleaned, but the entire circumference of the junction. The fact is that an incorrectly made connection of sections with an already existing leak will in the future let the coolant pass around the entire circumference, since the mechanical tightness in it is broken.
The sequence of actions is as follows:
- The battery is disconnected from the coolant supply;
- The entire surface is cleaned around the circumference of the joint;
- An adhesive composition is being prepared;
- The place where the glue is applied is degreased;
- A layer of cold welding is applied along the entire circumference of the joint of the sections;
- After the first layer has dried, a liquid glue composition is prepared;
- A layer of liquid glue is applied in place, after which a fiberglass strip is applied and a layer of glue is again applied over it.
- To fix the result, 3-4 turns are made with the obligatory impregnation of the glue;
- After that, a metal clamp is placed on top and clamped with a screw.
Repair of leaks in nuts and squeegees
 For repairs in these places, plastic cold welding is usually used for radiators. As in the previous cases, the place of the leak is cleaned from paint to metal. When cleaning, it is recommended to remove part of the tow from the joint to a depth of 1-1.5 mm, this will make it possible to strengthen the bonding site with cold welding.
For repairs in these places, plastic cold welding is usually used for radiators. As in the previous cases, the place of the leak is cleaned from paint to metal. When cleaning, it is recommended to remove part of the tow from the joint to a depth of 1-1.5 mm, this will make it possible to strengthen the bonding site with cold welding.









After cleaning and degreasing, the preparation and cold welding process is identical to the previously described cases.
Thus, cold welding today is the optimal means for temporary repair of cast-iron radiators.
Welding classification
You can classify by type and method of application to different materials.
- The most popular all-purpose adhesive for metal, wood, plastic and stone.
- For different types of plastic.
- For welding seams of linoleum and hard rubber.
- For metal and metal products. Car parts repair. Gas tanks, manifolds, exhaust pipes.
- Special waterproof compound for repairing plumbing from leaks.
- Adhesives for fixing surfaces that are constantly exposed to high mechanical stress.
- Two-component cold welding for higher temperatures.
By its structure, it differs into two-component cold welding and one-component. Consistency in the form of a two-layer cylinder, in which the outer part is made of a hardener, and the inner part is made of epoxy resin with various additives depending on the purpose of use. Or in two tubes with similar components only in a pasty state.

Sealant overview
We will note two brands in this review. The first because of the decent characteristics, the second and third based on their popularity.
"Anles Uniplast" - 4 types are produced. The composition is reinforced with aluminum or bronze powder. Also "Ceramics" filled with titanium dioxide and "Universal" with an inorganic filler, characterized by enhanced adhesion and strength of attachment from this range of sealants. Easy to mix by hand, have strong adhesion to many well-known materials, even oily and wet.
Suitable for working directly on vertical surfaces. It is stated that there is the possibility of curing under water. Stops flowing forever. Heat resistance up to 250-300 ° С. In the frozen form, any mechanical treatment is possible. The manufacturer believes that this product is superior to the well-known Poxipol. The price is democratic.
Radiator sealant "Mastix" is suitable for fast and reliable sealing of radiators of all types of vehicles, as well as agricultural machinery. In cases of repair of alloys from non-ferrous and ferrous metals, at operating temperatures from +150 to -10 degrees. Provides repairs on wet and oily surfaces. True, the strength decreases by 20-25%, which is a lot.
Therefore, it is better to prepare the surface and degrease. Plasticine should be applied within 7 minutes, set in 15 minutes. If necessary, it can be machined after 1.5 hours. The price is more than democratic at the time of this writing, no more than 50 rubles for a standard package.
Cold welding "Titan" is an excellent sealant for all types of PVC. Bonds hard polystyrene, polyester, polyurethane and similar materials. Repair of various household appliances and hand-held power tools made of ABS plastic. Fusion of seams of plastic floor coverings made of PVC, linoleum.
Transparent consistency, working time no more than 10 minutes. Full curing time is 1 day, for PVC pipes - 2 days. Expiration date 12 months. Elastic, waterproof and heat resistant. It is sold in one tube of 100 ml, a rather low cost of work, enough for 35-45 running meters.

Compositions for cars
It makes no fundamental sense to mention individual formulations for motorists in this article. Almost all types of cold welding are suitable for them. Note that most of the adhesives are filled with metal.If with a different filler, then it is also suitable for auto mechanics with rare exceptions.
Alternatively, you can add metal powder yourself to increase strength. Compositions are often used for cars when priming metal surfaces, eliminating holes and holes in radiators. Repair of exhaust systems. Thread restoration, connection of parts with stripped threads. Fastening small parts tightly.
Operating conditions
To determine the conditions, you should know what temperature cold welding holds. The main danger for the composition is the first hours when it has not yet frozen. Then any kind of exploitation is generally not recommended. During the first three hours, it is better not to touch the part at all. After a day has passed, it can be used in the same conditions in which it was used before. Temperature limits are usually indicated on the packaging and will be different for each brand. In any case, in order for them to correspond to what was written, the installation instructions should be strictly adhered to.
Specifications
Here are brief characteristics of how many degrees cold welding of one type or another can withstand.
| Brand | Temperature, degrees Celsius |
| Poxipol | 260 |
| Abro | 260 |
| Hi-gear | 260 |
| Blitz steel | 260 |
| Diamond | 1316 |
Recommendations for use
The use of any cold welding composition begins with preparatory procedures. This requires cleaning the surface from possible deposits of grease, dirt, oil and other excess substances. Metals are cleaned of rust in order to get to the very surface to which they will be bonded. After the surface is ready, you can begin to prepare the cold welding itself.







Cold welding applications
It is required to extract the components and mix them until such a state is obtained that a homogeneous mass is obtained. Solid paving stones, as well as liquid two-component ones, must come to a state of plasticity, when various shapes can be sculpted from them, like from plasticine. All work must be done with gloves so that there is no contact of the material with the skin. As soon as the material has reached the desired consistency, it should be used immediately. It is necessary to ensure that the layer of the applied substance is no more than 6 mm. If a greater thickness is required, then a second layer should be applied, but after the first has dried. After everything has solidified, the parts can be used for their intended purpose, without fear for the quality of the welding, if the temperature regime has been correctly selected.
Views
If we talk about the composition of "cold welding", then it is not very complex, it contains:
- epoxy resin, which helps to impart properties of homogeneity and plasticity, which is the basis of the substance;
- a metal component that serves as a filler;
- sulfur and other components that are additives.
The composition of the weld affects the temperature level that the bonded object can withstand. You can always read these values on the packages, so choosing the right option is not so difficult.
It is important to correctly apply the product to the surface, exactly following the instructions, which will give a good result: a beautiful, even seam and reliably welded parts, even if the work is done on pipes with hot water
The structure of the glue can be one- and two-component
It is important to use the first type as soon as possible, otherwise the adhesives will lose their properties. The second option can be stored for quite a long time and used as needed.
In addition, there are glue options for the material for which it is used:
- For metal objects - used both in everyday life and in professional activities, machine repair. The term of use is short, but if a significant load is not applied to the parts with welding, then this substance will reliably serve for quite a long time.It helps very well in the quick repair of plumbing, but you should not leave it there for a long time, soon replacing it with a hot welding option.
- For plastic products, it is less popular, but is used both in large industrial facilities and at home. The area of application is plastic pipes and similar structures, this is a universal variety that fits any product made of the desired material.
- For gluing linoleum - the composition is capable of joining dense rubber, and therefore ideally suited for working with flooring. Using adhesives and double-sided tape gives much worse results than cold welding.
If we talk about the types of this glue, then there are several among them.
- The dotted version is actively used in the car model for working with tires. Handles stick well to aluminum pans. You can put copper on the end of the aluminum wire to make it fit better, and so on.
- Suture type - suitable for creating various body variations that must be sealed, for vessels of considerable size, as well as with sealing, which have thin walls.
- Butt option - recommended so that it is easy to connect the two ends of the wire, in addition, it can be actively used for the production of rings.
- There is also a T-type and shear welding.
Considering "cold welding" by consistency, it would be reasonable to divide it into two types:
- liquid - two-component, the process of using which boils down to the fact that the glue and hardener are mixed before use;
- plasticine (resembling plasticine), which should be kneaded well before use.
How to use
To repair pipes, you need to prepare everything you need - the welding agent itself, acetone or alcohol, sandpaper, rags and clamps. The method of sealing radiators slightly differs depending on the type of welding - liquid or plastic
It is important to find a suitable product that is suitable for pipes under pressure (metal or polypropylene). Next, you need to prepare, mix the material, and you should work faster with liquid products
Welding applications:
- simple gluing of the defect with a piece of mass, flattened and crushed with fingers;
- the use of special fiberglass fabrics, threads for wetting with epoxy, followed by wrapping with rubber, wire or without it;
- gluing to a large defect coated with a metal patch.
If the leak is strong, you can make the composition even more durable with your own hands. You need to take any aluminum or bronze part, grind it off a little over the paper, getting metal powder. It must be added to the epoxy mass, which is then impregnated with the turns of threads or fabric.