How to fit a blade onto a knife handle
It will be necessary to put the blade on the knife handle if the latter was made from a single piece of material. In this case, you need to perform the following manipulations:
- Mark the handle and drill a hole in the middle. It is advisable to make it a "wedge", that is, to perform several progressive-return movements with a drill.
- Clean the hole with a thin natfil and blow out the remaining dust from there.
If the shank of the blade is not narrow / thin, but wide, then you will need to drill several holes in the wooden handle as close as possible to each other (the width of all holes corresponds to the width of the tail of the blade), then remove the remaining partitions with a drill and clean the hole from dust and chips.

It remains only to insert the blade into the knife handle (into the prepared hole) and fix it there with wedges so that the metal is stationary. The voids are filled with epoxy glue mixed with sawdust and left for drying - from 1 to 24 hours (according to instructions).
How to make a firing pin
Before proceeding to the description of the actions, it should be noted that the process of making a sledgehammer striker implies forging, which requires special tools, equipment and experience. If you do not have an anvil and a high temperature oven, this manual will be theoretical only for you. Boek can be searched on ad sites or markets. In any case, its cost will be less than that of a ready-made sledgehammer. Well, for those who are familiar with blacksmithing firsthand, we recommend that you familiarize yourself with the features of the product.  For the manufacture of the sledgehammer striking element, structural carbon steel of grades 50, 45, 55, 50G, 50G2 is used. Such metal is used in the production of semi-axles of trucks, so if you do not have a suitable material, you can search in the nearest auto service. For work, you need a rectangular piece weighing 3 kg, from which you need to forge a parallelepiped.
For the manufacture of the sledgehammer striking element, structural carbon steel of grades 50, 45, 55, 50G, 50G2 is used. Such metal is used in the production of semi-axles of trucks, so if you do not have a suitable material, you can search in the nearest auto service. For work, you need a rectangular piece weighing 3 kg, from which you need to forge a parallelepiped.  The next step is to make the place where the handle is attached. To do this, on one side, in the center, we punch a through hole with a diameter of 25 to 30 mm. In this case, the sides of the workpiece are deformed. Having freed the hole, it is necessary to forge the side faces so that the object again takes the shape of an even parallelepiped, and the round hole becomes oval. In order for the attachment point to be the most reliable, it must be given the shape of a cone, tapering from the side faces to the center (in the section of the striker, this resembles an hourglass). For this operation, you will need to forge a special calibration rod from cone-shaped steel. The section of the caliber should be oval, and the length should be 180-200 mm. The lower part of the section should be a couple of millimeters narrower than the hole made in the striker, and the upper one is slightly larger than the handle that you are going to install. After forging, the gauge must be hardened and sanded.
The next step is to make the place where the handle is attached. To do this, on one side, in the center, we punch a through hole with a diameter of 25 to 30 mm. In this case, the sides of the workpiece are deformed. Having freed the hole, it is necessary to forge the side faces so that the object again takes the shape of an even parallelepiped, and the round hole becomes oval. In order for the attachment point to be the most reliable, it must be given the shape of a cone, tapering from the side faces to the center (in the section of the striker, this resembles an hourglass). For this operation, you will need to forge a special calibration rod from cone-shaped steel. The section of the caliber should be oval, and the length should be 180-200 mm. The lower part of the section should be a couple of millimeters narrower than the hole made in the striker, and the upper one is slightly larger than the handle that you are going to install. After forging, the gauge must be hardened and sanded.  To properly calibrate the hole, the steel rod should be driven to a depth just below the center of the firing pin. As the gauge deepens, the side edges will deform. They must be straightened by removing the caliber and hammering the ends of the workpiece. Next, drive the caliber into the hole again, and without removing it, forge the sides and upset the ends. When the workpiece has the shape of a regular parallelepiped, repeat the calibration process on the other side of the hole. When the firing pin has the correct shape and a secure attachment point, you can proceed to the hardening stage. For steel to become truly hard, it must be heated to 850 degrees Celsius until the workpiece turns a bright red. Upon reaching the required temperature, immerse it in cold water until it cools down.
To properly calibrate the hole, the steel rod should be driven to a depth just below the center of the firing pin. As the gauge deepens, the side edges will deform. They must be straightened by removing the caliber and hammering the ends of the workpiece. Next, drive the caliber into the hole again, and without removing it, forge the sides and upset the ends. When the workpiece has the shape of a regular parallelepiped, repeat the calibration process on the other side of the hole. When the firing pin has the correct shape and a secure attachment point, you can proceed to the hardening stage. For steel to become truly hard, it must be heated to 850 degrees Celsius until the workpiece turns a bright red. Upon reaching the required temperature, immerse it in cold water until it cools down.
How to make a hammer
The tool begins to be made from the handle. Since the striker itself is usually there. Making it at home is problematic. So don't throw away your old hammerheads.  The handle is easiest to make from wood. For this, 3t is suitable, the following tree species
The handle is easiest to make from wood. For this, 3t is suitable, the following tree species
- Birch;
- maple;
- Rowan;
- beech.

Note!
- DIY motoblock: a step-by-step description of the construction process. 92 photos and video instructions
- Is it possible to create a welding machine with your own hands and how to do it? 90 photos of the construction process of different types
- Sharpening drills with your own hands: the best ways to sharpen. 58 photos of creating a tool
Crafting requires a block of wood. The size depends on how long the hammer is needed. The handle itself is turned from the block. After that, it is imperative to sand it so that later in the work there is no discomfort, and the skin on the hands does not suffer. The prepared wood must be thoroughly dried and then varnished. The drying room is carefully selected. Since it must comply with the basic rules:
- good ventilation;
- lack of a lot of sunlight;
- constant positive temperature.
It is important that the wood must not be dried with artificial lighting devices. Since it can deform and its size can change greatly
The next stage is the most difficult, this is the connection of the handle with the striker. The tapered end of the handle must be inserted into the hammer head with some effort. There are often times when the tip does not fit. In the manufacture of the handle, it turned out to be a little larger. It is not scary with the help of a rasp, you can process it to the desired size, and then sand it to make the surface smooth.
Note!
- How to make a wooden barrel with your own hands: simple step-by-step instructions for building a traditional container + 79 photos
- DIY vise: we create different types of clamping devices. 64 photo ideas for different purposes
- Do-it-yourself ax (67 photos) - we create a combat, decorative and working tool
How to make a firing pin


In order for the attachment point to be the most reliable, it must be given the shape of a cone, tapering from the side faces to the center (in the section of the striker, this resembles an hourglass). For this operation, you will need to forge a special calibration rod from cone-shaped steel. The section of the caliber should be oval, and the length should be 180-200 mm. The lower part of the section should be a couple of millimeters narrower than the hole made in the striker, and the upper one is slightly larger than the handle that you are going to install. After forging, the gauge must be hardened and sanded.

When the firing pin has the correct shape and a secure attachment point, you can proceed to the hardening stage. For steel to become truly hard, it must be heated to 850 degrees Celsius until the workpiece turns a bright red. Upon reaching the required temperature, immerse it in cold water until it cools down.










In custody
A grease of mineral origin, which includes lithol, over time has a bad effect on rubber and it begins to deteriorate. It is better to replace it with thick soapy jelly. It also lightens the nozzle, but after evaporation of the water, it loses its sliding properties and further strengthens the joint.To seal joints, instead of PVA and other adhesives that harden and become brittle, it is preferable to use a silicone sealant, which is always plastic and less prone to cracking.

Since it takes a lot of force to attach a hammer, ax or sledgehammer with rubber, the opposite end should be strengthen the handles for the duration of the attachment, grasping the clamp and tightening firmly. The clamp can be replaced with duct tape or vinyl insulating tape by wrapping tightly in several layers of the handle, or instead of rubber, you can use a seam sealed galvanized sheet tube that slides over the handle and fits into the hole in the hammer. Further, as usual: a few blows and all the parts take their places, and very firmly and reliably.
How to fit the firing pin correctly on the handle

The striking element is quite firmly fixed, but can still fly out from prolonged use. To eliminate possible risks, a metal wedge must be hammered into the handle, at the point of attachment of the striker. For this, any plate with a width slightly smaller than the hole in the striker, 2-3 mm thick, and 3-4 cm high will fit.You can also use wooden wedges, but for this you need to make a cross-cut in the handle before placing on it firing pin. PVA or epoxy resin is poured into this cut and a wedge from a more durable wood is hammered.
Save this page in your social. network and return to it at a convenient time.
What do a hammer, an ax and a mallet have in common? Of course, the principle of operation and device. For such a tool, you need a very reliable handle that will not let you down at the most crucial moment. Traditionally, the end is used to strengthen the handle. However, there is another very interesting way.

It all starts with the right handle. You can buy it from the store or make your own from hardwood. The following species are suitable: oak, birch, maple, mountain ash, beech, ash, dogwood, and also some others. The only "but" - the rings at the end should be located longitudinally, not transversely. Such a handle will serve faithfully for much longer. It is also generally accepted that driving a wedge into the handle to fix the tool weakens it. An interesting and sensible alternative is rubber fixation.

Prepare the handle first. We prepare the side with a smaller section for the hole of the tool using a knife, file and sandpaper. The landing piece should fit freely into the hole and match it in length.

After that, we take a piece of rubber and process it with lithol to facilitate the nozzle process. We use a wooden chock to strike with the opposite end of the handle on a stable surface. After making sure that the tool head is seated, remove excess lithol and rubber.

After all the work done, you need to take PVA or "Moment" glue and cover (very carefully) with it the mating points of the hammer and handle bore hole. This will strengthen the connection and also guarantee an extra layer protection against harmful environmental influences, including dampness and water.
All wooden handles for hand tools, I make from well dried birch, including for hammers. For hammers weighing 300-400 grams, a blank of a rectangular bar, 350 millimeters long, with sides 40x30 is sufficient. Measure the inner jaw of the hammer head. After finishing, you should get a bar with sides approximately 35x25. On one side of the bar, mark the center (with lines from corner to corner) Around this center, build a rectangle with sides equal to the hole on the hammer in width and height. Drive the ribs and faces of the bar with a plane from the back of the future handle to the sides of the rectangle drawn at the end. Chamfer the corners and round them. Using sandpaper, adjust the leading edge of the handle to the size of the hole in the hammer so that it fits into the tightness.
The lines on the end of the handle that we drew to draw the rectangle will now become the marks for the wedges. Take a chisel and make notches along them, so that the notches do not reach the edge of the handle closer than 5 mm., Otherwise the wedges can split the handle.










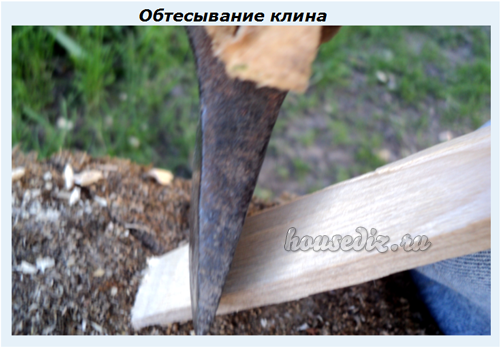
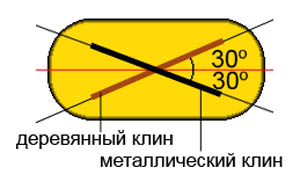
We drive in wedges crosswise - first wooden and then iron. I use resinous pine for a wooden wedge, it sticks well into a birch handle.


I do not use any paints and varnishes for impregnation. I am not comfortable when the handle slides. A new handle, set on a hammer, including its end parts, is impregnated a couple of times with clean machine oil, with drying a day between layers.The handle of such a hammer does not absorb water, even if left in the rain, the hand does not freeze from it in the cold season, and as a kind of aesthetic addition it has a beautiful amber color - this staining color of birch is obtained from oil.
Sharpening and hardening the ax
Like any other tool, the ax needs periodic care and maintenance. Over time, in everyday work, the blade becomes dull and productivity drops. In this case, it should be sharpened.
To perform this procedure well, you need to know how to sharpen the ax correctly. The general principle is practically no different from sharpening ordinary knives with a grinder, but you need to adhere to the rule of forming a burr.
To avoid sharpening too often, the steel must be as strong as possible, and for this it must be hardened. At home, the procedure is performed using a gas burner and used engine oil. The blade is heated to a red color and immersed in working off, then completely cooled in water. The procedure is repeated several times.
How to put a hatchet on an ax?
This work provides for the attachment of a metal working part to a wooden handle, followed by wedging by means of special wedges. They can be wood or cut from sheet metal. At first glance, this connection method seems simple. However, there are several nuances in the work that should be taken into account. For those who do not know how to plant a cleaver on a hatchet, experienced craftsmen recommend adhering to the sequence of actions. First, you should prepare for work. Then you need to make steel or wood products for wedging. Only then can you proceed directly to the installation.
Ax thrusting technology
There are two sequential stages in this process:
- Selection and preparation of the hatchet.
- Actually putting the ax.
It is this logic that I will follow in my story.
Selection of the ax and its preliminary preparation
Which side to plant the ax? Many craftsmen know that the input eye of the ax is less than the output. Why is this done? Yes, so that the hatchet can be wedged in it and securely fastened. Given this fact, you should choose the right ax for a specific ax.
First you need to remove the size of the exit hole (larger in size), outlining its inner outline on a piece of paper.

Then a template is cut out along the drawn contour of paper, on the basis of which a search for a suitable hatchet in the market will be conducted.

We must try to find such a hatchet, the butt of which will best fit the prepared template. This can minimize the amount of work to be done on the preparation of the wooden blank.

The picked up ax must be given a couple of days in order for it to completely dry out. To do this, you just need to put it on the heating radiator and occasionally turn it over there.
Planting an ax
Planting an ax begins by placing it on the edge of the ax, 5-7 millimeters from its edge, and then marking the border of the part that will be processed, i.e. the border of insertion.











Then the outline of the template must be transferred to the butt of the ax.

Having completed the markup and armed with a large rasp on a tree, they process the end of the hatchet up to the boundary mark so that at the end it goes to the outline of the template.

As a result, the end of the workpiece should coincide with the contour applied to it.

After that, you can start trying on. Moreover, you need to try on at the exit (large) hole of the ax. If necessary, it should be sharpened more. The processing should be finished when the ax starts to lightly "bite" the tree of the ax.

Having achieved such a "bite", the very edge of the piece of wood is sharpened so that it goes into the ax by about 1 cm.
After that, you need to take a caliper and measure the size of the ax inlet.

By further processing, this size should be achieved on the hatchet in the area of the initially applied boundary mark. Moreover, the processing is carried out along the entire perimeter of the workpiece so that it completely fits into the outlet of the ax.

Further processing should lead to the fact that the end of the piece of wood should resemble in its shape a champagne cork with a thickening downward.

As in the beginning, the workpiece is machined using a rasp.

The control of the dimensions of the workpiece for their correspondence to the dimensions of the holes of the ax should be constantly carried out using a vernier caliper. Having achieved full compliance, a small chamfer is removed at the very edge of the ax to facilitate the process of entering the workpiece into the ax.










After finishing processing, markings are made for two slots on the processed end.

The marked slots are made to a depth not reaching about 1 cm to the border of the ax's insertion.

Having inserted the sawn end of the ax into the inlet, they begin to tap on its opposite end in order to plant the ax on a wooden blank.

Then 3 wedges are installed on the glue in the cuts: one large longitudinal and two wedges on the sides. After inserting the wedges, the butt of the hand should be machined to give it perfect evenness.

The ax is now very securely attached to the ax. But if the ax is left in this state, the wood will inevitably dry out, and the tool may become unusable.
Knife handle: characteristics and properties
Structurally, any knife is the simplest device that consists of a blade and a handle. For a knife, according to many, it is the quality of the blade that plays a big role, but it is the handle that will make it convenient to use. When choosing, you need to take into account various factors - size, what material it is made of, weight, and so on.
It is important to remember about the shape of the handle for the knife, and it can be:
- Conical. It has an extension forward or backward, the first option is more common, because it is considered more convenient to use. Experienced craftsmen claim that the tapered handle is characterized by perfect ergonomics and does not slip out of your hands.
- Oval. The most practical for use for a long time - the handle is freely held, while the muscles of the hand or fingers are not strained. Oval handles are installed not only on "working", hunting knives, but also on standard dining rooms.
- Straight. A distinctive feature of such a handle is the absence of any thickening or narrowing. Most often, straight handles are installed on kitchen knives, but a tool of this type is categorically not suitable for hunting - the hand will quickly get tired, the knife will not be held tightly.

In addition to the listed standard shapes, there are concave or convex handles. These are installed on Japanese blades; hunters generally prefer knives with convex handles.
The process of attaching the handle to the hammer
Often the size of the hammer head opening at the top and bottom entry is slightly wider than in the middle. Thus, the dimensions of the blank for the handle in the thin end part must correspond to the dimensions of the holes in the middle of the striking part of the tool. It is imperative to check that the hole for the handle on the striker is made well with the tool. You can see how this is done in the photo.

It shows the head of an old hammer that needs preliminary processing. Without these works, it will be impossible to carry out the attachment of the handle.
Paying attention to the picture, we can see that the ebb of the striker was made poorly enough, there are large influxes of metal and unevenness, each entrance to the holes on both sides differs by 6-8 mm than in the middle of the striker
How to eliminate the creak of a wooden floor in an apartment without disassembling the floor: video and recommendations
To correct all defects and irregularities, it is necessary to process the inside and outside of the hammer head with a file. Then you need to insert the thin end of the handle into the lower hole of the hammer to fit all dimensions correctly. The tip of the handle should be flush with the opposite side of the striker. If the handle has a thickness greater than the corresponding holes, then it must be processed with emery paper so that the element is inserted into the hammer hole with a certain interference.










Due to the fact that at the end of the handle we achieve a shallow cone, then with a deeper immersion in the hammer head, it will be pulled more tightly
It should be noted that in the process of this it is important to take into account that the firing pin on the handle is without distortions, and is installed at a right angle.
To hammer the handle into the hole of the striker, it is necessary to hit it with the back side in an upright position on the anvil, workbench tabletop, etc.
Due to its weight, the hammer head will slowly push onto the expanding taper of the handle due to its weight. At the same time, it is strongly not recommended to stuff with hammers or hard objects on the back side of the handle, as this will lead to its split. This method can only be used when fitting a non-metallic striking part (wood or plastic), for example, for a mallet.
After the hammer head is firmly seated, and the movement of the handle in the striking part will no longer be observed, then it is necessary to cut off the protruding part with a hacksaw blade, having previously retreated half a centimeter above the impact heads. That is why it is necessary to use a longer workpiece.