Russian and foreign markings of drills
According to Russian standards:
- all twist drills with a diameter of 2 mm or more are subject to marking;
- on drills with a diameter of 2-3, only the steel grade and the cross-section are applied;
- on drills with a diameter of 3 mm or more, the manufacturer's logo is also applied.
In Russian markings there are numbers and letters "P", "M" and "K".
- "P6". Indicates that the drill is made of high speed steel with a 6% tungsten content.
- "M5". Says that the alloy contains molybdenum (5%).
- "K5". Added cobalt (5%).
Image No. 1: rules for decoding Russian markings
In foreign markings, the letter "P" is replaced by the abbreviation HSS. To it add information about the composition of the alloy and the purpose of the drill. We list the most frequently encountered designations and their decoding.
- HSS-TiN. Svelo coated with titanium nitride. The temperature resistance of the tool is 600 ° C.
- HSS-TiAN. Titanium nitride is alloyed with aluminum. The temperature resistance of the tool is 900 ° C.
These are the most reliable and durable drills available for a wide range of metals (including titanium).
- HSS-G. The purpose of such tools is drilling in carbon and alloy steels, as well as copper and aluminum alloys.
- HSS-E. In addition to the above materials, stainless and acid-resistant steels are drilled.
- HSS-G Co 5. Drill in various metals with tensile strengths up to 1100 N / mm2.

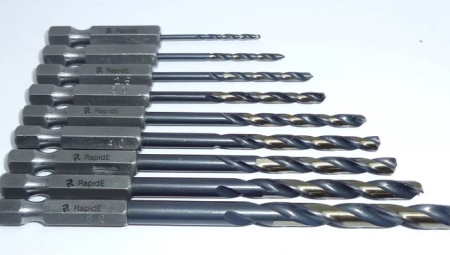
Photo # 13: example of foreign drill marking
What else do you need to know about metal drills?
After a certain service life of any drill, it must be sharpened. This procedure can be done by hand under 2 conditions:
- you have purchased a tool from a reliable manufacturer that does not save on the quality of the metal;
- you follow the rules of sharpening technology.
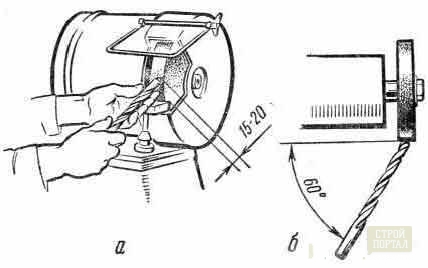
You will be able to sharpen the drill yourself if you adhere to the following scheme:
Be sure to put on protective clothing - glasses, gloves before starting work.
Prepare containers with coolant
Water or machine oil can be used for this purpose.
Check the serviceability of the grinder.
Press the drill firmly against the grinding wheel and work the surface sequentially, starting from the back.
Maintain a suitable sharpening angle:
steel - 140 degrees;
bronze - 120;
copper - 100.
Work the tip of the drill while maintaining the sharpening angle.
Do not focus solely on the tip - the entire surface, including the side, must be well sharpened.
Drill type selection
There are three main types of drills: spiral, stepped and conical (countersinks). The fourth type is somewhat less common - ring cutters, also called core drills. They are designed to create large holes up to 150 mm.







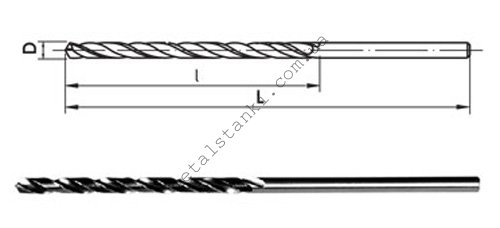
- Spiral. The most common, since they allow you to create holes of any type with high quality and machining accuracy. In shape, such a drill is a cylindrical rod with grooves for removing chips and two screw-shaped cutting edges. The drill width is the same over the entire working length, which means that only holes of the same diameter can be made. But the holes can be very deep, including through holes - other tools do not provide such opportunities for metal processing.
- Conical drills and countersinks. Conical models are cones of the correct shape, allowing you to make holes of various diameters and depths. The work requires some experience and constant supervision by the master.Countersinks are very similar, but have additional longitudinal notches for greater efficiency. Countersinks are used to pre-finish metal parts, increase the diameter of existing cylindrical holes, and drill new tapered holes. Unlike conventional tapered drills, countersinks are less designed for deep and through holes.
- Stepped. Such drills, like conical ones, have a cone-shaped cutting part. However, the cone is not even, but with stepped height differences. Due to this, the process of drilling metal becomes faster and more convenient.
- Crowned. Also called hole mills, core drills can create holes in metal with a diameter of 12 millimeters to 15 centimeters. They have a low cutting force, and also leave visible roughness on the processed surface. From similar versions for wood, cutters for metal are distinguished by the composition of the alloy, the grooves for removing the chips and the angle of inclination of the cutting elements. Annular cutters can also be used in conventional drills: the main thing is that the shank is strong and eliminates the possibility of slippage, as well as the power of the tool.
To determine one of the types among these options, you need to focus on the following selection criteria:
- Required finished hole diameter.
- Penetration or through hole drilling is required.
- Steel grade, product appearance and other features of the processed metal.
- Required hole depth.
- Characteristics and features of the tool used for work: drill, screwdriver, puncher, etc.
What is a shank and what are they
The shank is the part of the drill that is clamped by the chuck of the drill or hammer drill. At first, they were of the same type - tetrahedral, placed in the hole of the drill chuck and fixed with a screw. Later, improved types of shanks appeared, used for various types of tools.
Shanks are:
- Cylindrical - the most common. As a rule, such products have the same base size and drill diameter. Sometimes there are models in which the shank is thicker or thinner than the drill. The disadvantage is the slippage of the shank, which makes it impossible to transfer large torque to the drill. Advantage - if the drill gets stuck in the working surface, the drill will be protected from breakage;
-
Hex (aka hex and hex) shanks - suitable for various types of drills. Disadvantage - insignificant accuracy when using a ¼ ”holder;
-
SDS shanks are the brainchild of TM Bosh for hot change of drills in hammer drills. There are different types: SDS (with two grooves with a diameter of 10 mm, inserted into a 40 mm chuck), SDS-plus (common shanks with a diameter of 10 mm, inserted into a 40 mm chuck, used on light hammer drills, drill diameter - 4-26 mm ), SDS-top (they are rare, have 2 open and 2 closed grooves, are characterized by a diameter of 14 mm, in a chuck - by 70 mm, a drill diameter - 16-25 mm, suitable for rock drills of a 4-kg class with a replaceable chuck), SDS -max (widespread, suitable for drills over 20 mm, inserted into the chuck 90 mm, diameter - 18 mm, have 3 closed and 2 open slots), SDS-quick (4-10 mm), SDS-hex (used in jackhammers, pikes, drills);
- Splined shanks - have the same parameters as SDSMax;
-
Triangular - clamped in three-jaw chucks, the main advantage is that they transmit large torques;
- Conical - used in industrial hand drills and machine tools.
Top manufacturers
To purchase drills and be sure that the declared characteristics fully correspond to reality, you must choose the right manufacturer.
Firms that value their reputation do not sell products of inadequate quality. Therefore, when choosing drills for metal, preference should be given to manufacturers who have been on the market for a long time.








The best manufacturing companies:
1.Bosch - the products of the German company have long proven themselves only on the positive side. Despite the rather high price of products, when purchasing Bosch drills, there is no doubt about the excellent quality. It is convenient and profitable to purchase the tools of this company in a set.
Whichever set of drills you take, any one will contain only the highest quality products that will last for many years, provided they are stored and used correctly.
2. "Zubr" is a domestic manufacturer whose products are optimized as much as possible in terms of price-quality ratio. You can purchase the products of this company both in a single copy and in the form of a set. The latter option will significantly save money, despite the significant cost of the kit.
3. Soviet-made drills - this category of cutting tools can be attributed to the "endangered species". With due diligence, you can purchase a rarity that has unsurpassed technical characteristics.









Video:
Conclusion
Which drills for metal are better to buy depends on many circumstances:
- If you need to drill several holes in very thin and soft metal, then it is enough to get a cheap drill that can handle the job.
- For professional use, it is not at all profitable to purchase cheap drills. Poor quality products can lead to rejects and significant time costs for frequent replacement of low-quality cutting tools.