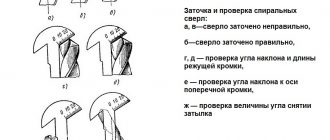
Technology
To sharpen a drill with high quality, certain devices are needed. It does not matter whether it is a small or large drill - the technology is the same: the cutting edges at the end do the main work, and the side spiral edges align the drilled hole, diverting the chips into the spiral channels.

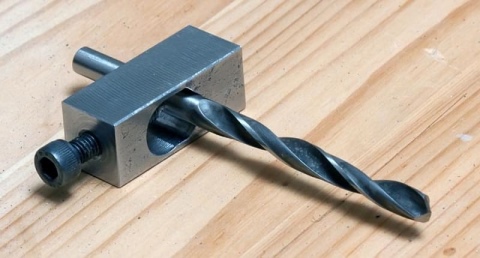
The easiest way to sharpen a drill is a sleeve, its inner diameter is equal in diameter to the section of the drill itself. The sleeve is fixed firmly at the desired angle. It is selected in the following way - the drill must clearly and with effort enter the template, without deviating even a degree. If the drill deviates, the incisal edges will not rebuild accurately, and as a result, it will "walk" while working. The sleeve can be completed with non-ferrous metal tubes, the inner diameter of which is equal to the most common values of the product diameter.

The template includes a handy tool that facilitates the feed of the drill to the grinding wheel for sharpening and does not allow the product to move in the opposite direction. The harder the type of wood from which the bar is made, the more accurately the angle is set: for example, the master uses an oak bar to feed the drill, while the swing of the drill in it when sharpening, its swing is excluded. The machine - for example, the same whetstone - can be home-made: the main thing is that the whetstone is not centered, does not vibrate during operation.


Correct angle
The angle is determined by the type of steel or other metal (or alloy) in which the holes are drilled. The lower the hardness of the metal or alloy, the greater the sharpening angle. So, for steel, cast iron and bronze, the workpieces from which need to be drilled, the sharpening angle reaches 120 °, for plastic and soft alkali metals such as magnesium - 85 °.


Any tree species requires 130 °. 115 ° is sufficient for stainless steel. The fact is that an easily yielding metal forms more chips in a short time, excessive friction occurs, the drill tip heats up more and faster. And excessive heat dulls it - even the hardened steel from which the drill is made is tempered when heated. The steel of the product loses its hardness and begins to blunt rather.

Debugging
You can bring a recoverable drill at home on special grinding wheels that combine coarse grinding of high-speed steel with fine-grained steel. These discs contain a relatively soft filler that eliminates rough scratches, notches and gouges from work. They are eliminated without changing the shape of the cutting edges. These discs are placed on a grinder or drill, and the drill is clamped on a separate clamp or in a vice. If the processing with wheels turned out to be rough, the product itself is ground with a rotating emery wheel.

Examination
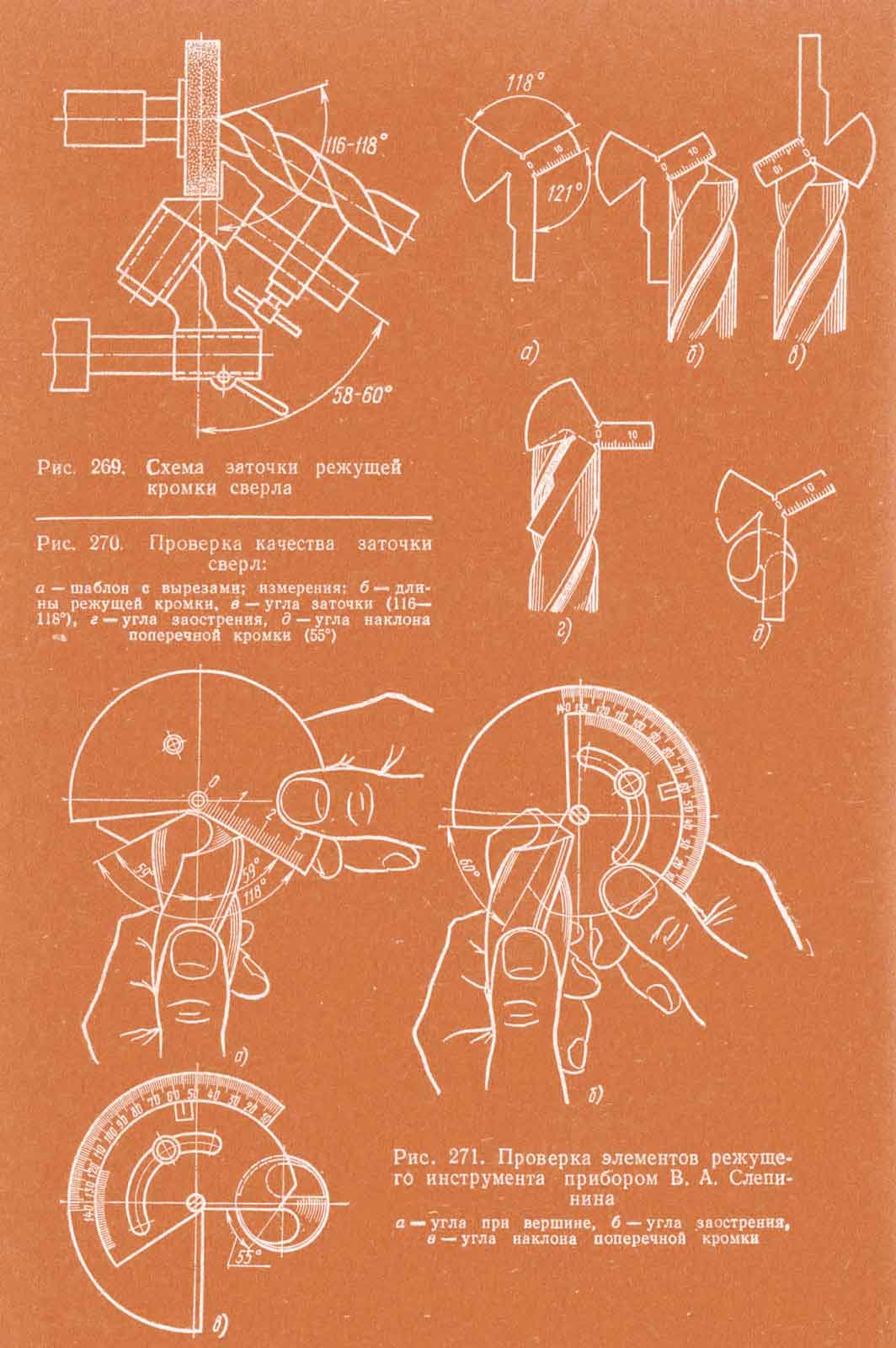
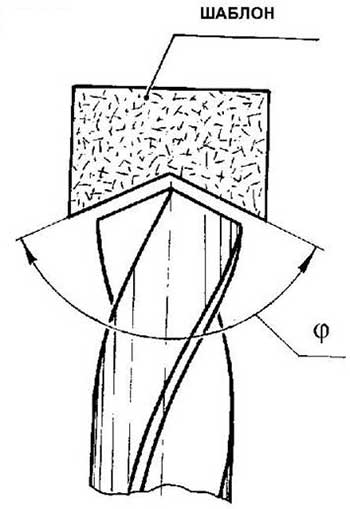
A quick check of correct sharpening is achieved by means of a special template that measures the length of the cutting edges, the location of the tip, the angle of the bevel of the outlet channels on the drill and the value of the angle of the longitudinal edge.

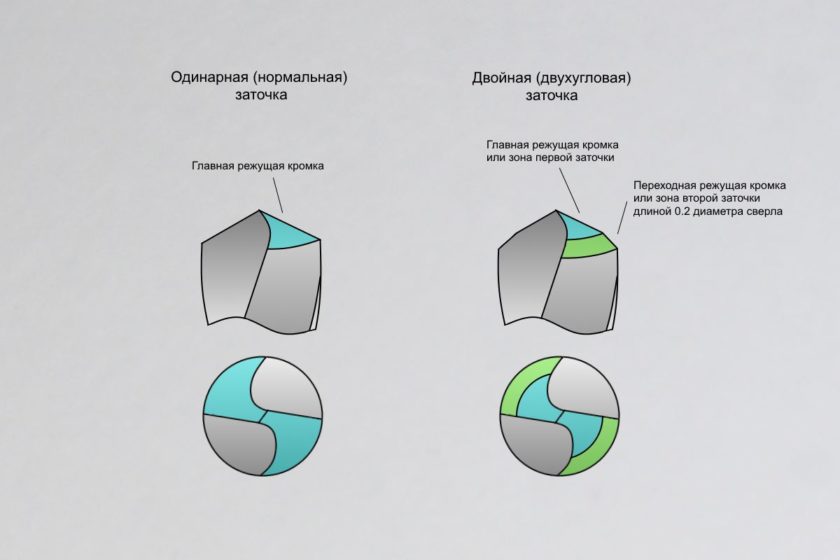
Undercut
If the master's 10 mm drill is dull, then the product is sharpened from the side of the leading edge. The task is to increase the angle of the cutting edge and reduce the bevel of the leading edge, narrowing of the transverse edge.
This prevents the accelerated breaking of the smallest grains of steel from the point, which means that it extends the service life of the drill, makes it possible to drill faster and more. The product is additionally ground at a small clearance angle, which reduces the friction force in the cut holes.


Methods for sharpening drills for metal
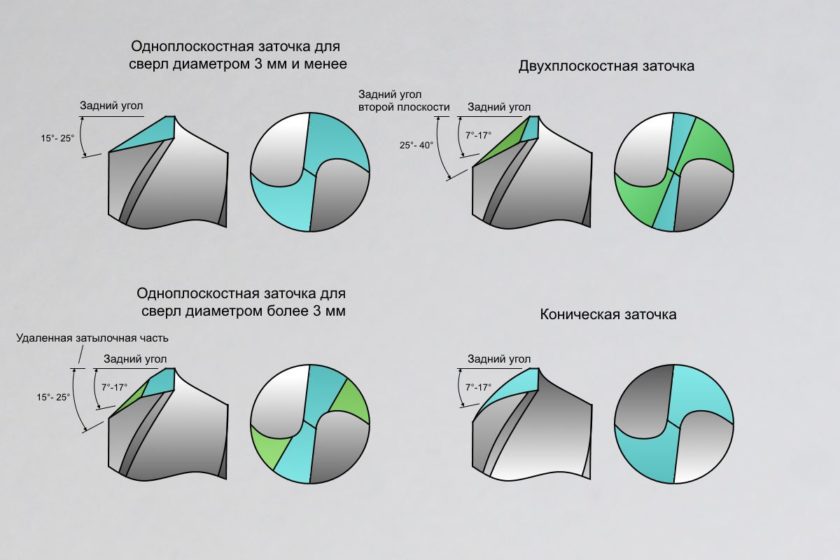
 Single-plane processing at home. This option is used when it is required to sharpen products no more than 3 mm.
Single-plane processing at home. This option is used when it is required to sharpen products no more than 3 mm.
The disadvantage of this sharpening is that edge chipping may occur during operation. This technique needs special care. Its essence is that the drill is applied to the circle and moves parallel to the working surface.
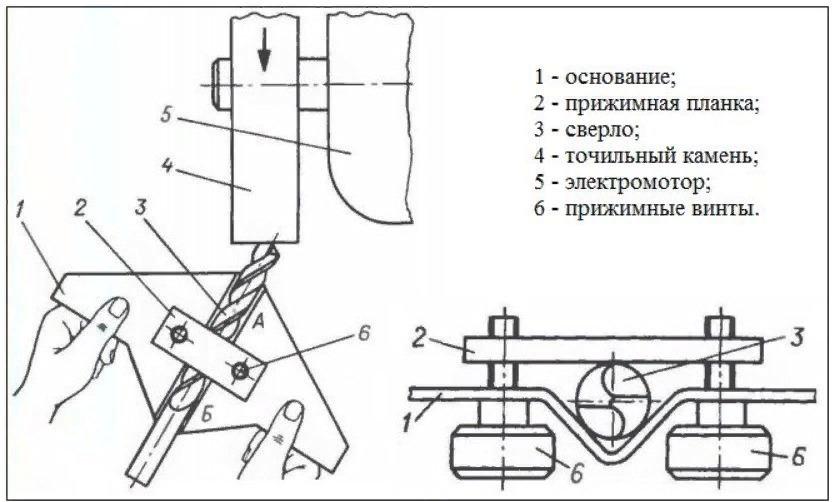
Sleeve or two-plane sharpening
This option is widely used by craftsmen for sharpening products. In this case, use special bushings. First of all, you need to take the drill by the working surface in your left hand, then it should be brought to the intake cone, holding the device by the tail with your right hand.
The cutting edge of the product will be pressed against the end of the grinding wheel and, as a result, the drill will rotate around its own axis with the right hand. In this way, the rear surface of the tool will be sharpened.
The main thing is to maintain the correct angle between the end of the grinding stone and its inclination when rotating the tool. It is for this purpose that special bushings are used to observe the angle of sharpening of the drill for metal.
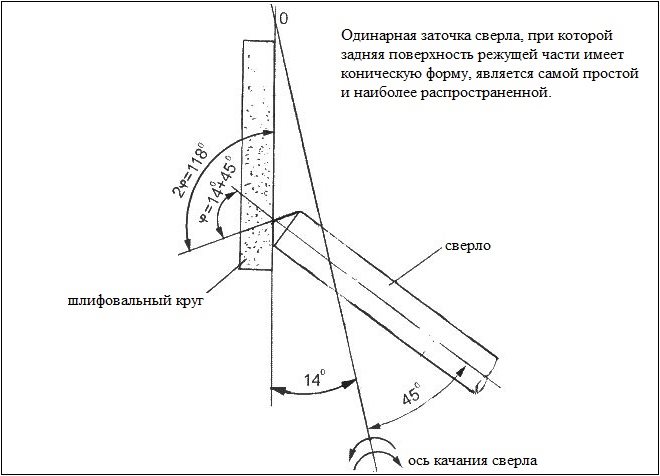
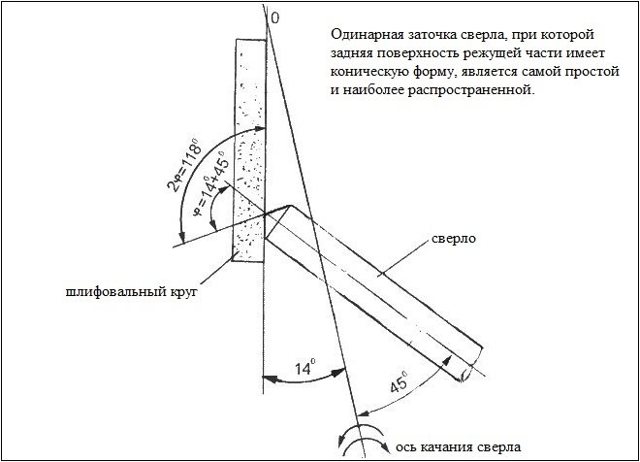
Conical sharpening
When they start sharpening spiral drills with their own hands, they first process the back, and then the cutting part. The work is done as follows:
First of all, the surface of the fixture must be pressed against the grinding wheel or stone so that no gaps remain.
When sharpening, the angle must be kept constant.
It is necessary to pay attention to the tip of the product from the side: if the back surface is processed correctly, an even cone will be visible.
Then you can proceed to sharpen the cutting edge with your own hands, while strictly observing the angle.
Using attachments for sharpening drills for metal
 This convenient method involves the use of special devices for sharpening products. The advantages of this method include ease of use and versatility. This device has a cylindrical shape.
This convenient method involves the use of special devices for sharpening products. The advantages of this method include ease of use and versatility. This device has a cylindrical shape.






On the one hand, there is a connecting unit on it, with the help of which the nozzle is put on the drill spindle, and on the other, there are recesses for installing drills of a certain width. For processing, it is necessary to insert the product into the hole, after which it will remain to set the device in motion with the drill motor and observe the sharpening angle.
Signs of bluntness
Woodworking equipment can last a long time without deforming. Drills for metal fail faster. There are a number of points by which you can determine that the rig is dull:
- At the top of the drill there are chips, irregularities, microcracks.
- Visual deviations from the original state.
- Uncharacteristic whistling or noise occurs during drilling.
- Burrs and irregularities remain on the inside of the hole.
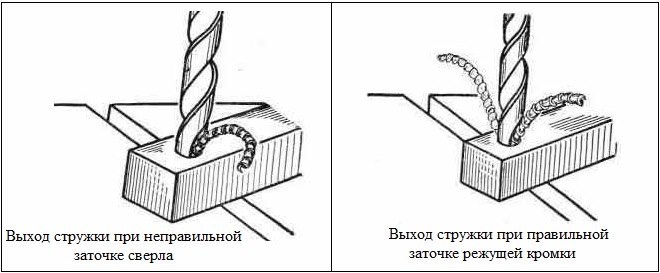
- The shavings accumulate in the hole and are not discharged to the outside.
These deviations indicate breakage of the tooling. You need to stop the workflow, correct inaccuracies, or replace the tooling.
Sharpening process
The sharpening of the drill must be done in a certain way. To begin with, take the tool with your left hand near the front (working) part. With your right hand we tightly grasp the shank. We start the rotation of the disc on a grinder or machine and carefully (without strong pressure) bring the rear part of the cutting edge of the drill to it.
Continuing to lightly press the drill against the disc, turn it with your right hand to sharpen the back. All this time we check the desired tilt of the drill. We also make sure that the cutting edges are the same in length and sharpened at the same angle.
Drill sharpening
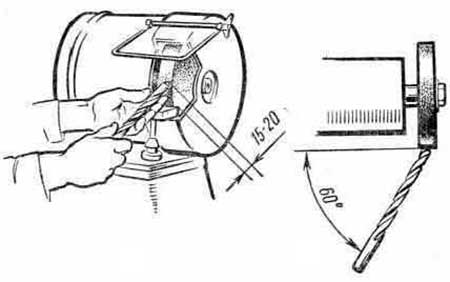
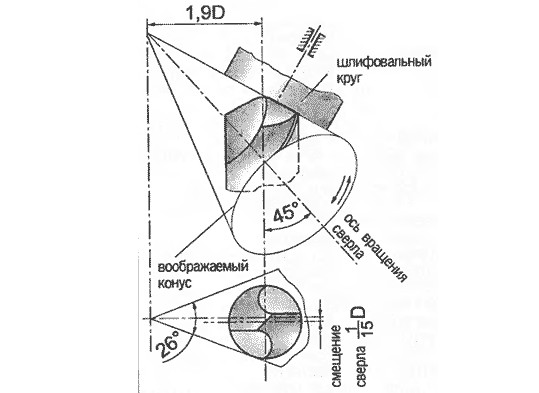
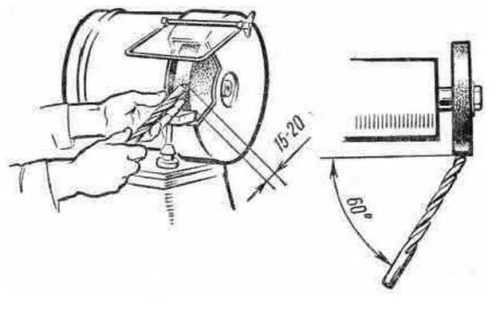
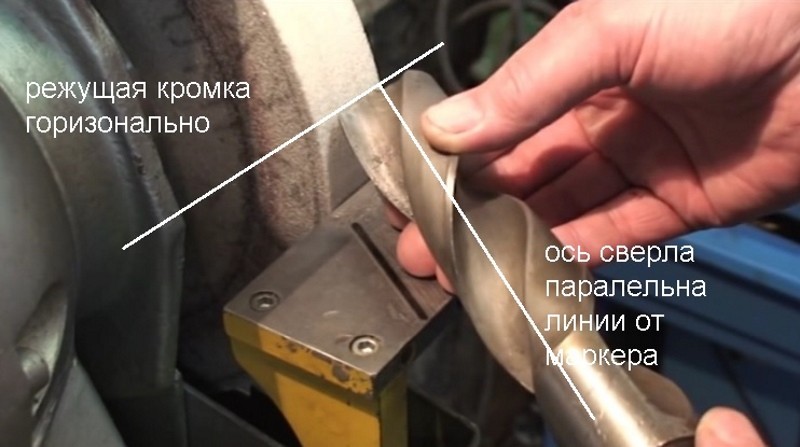
The first task is to make the back surfaces even and with the same slope.To correctly orient the drill when sharpening, use a marker to draw a line with a marker at an angle to the working surface of the wheel, corresponding to the angle between the cutting edge and the axis of the drill (half the corner at the top). At home, they usually simplify the task and place the drill at an angle of 60 °.
The drill rests on the index finger (or on the fingers, with a large diameter) resting on a handcuff. The drill should be positioned with its side parallel to the marked reference line. Press it from above with the thumb of the same hand. The second hand holds the shank and controls the movement of the drill in all planes, fixes it in the desired position. The degree of pressing the drill to the circle is regulated by both hands. Do not squeeze and strain your fingers too much. It is required to hold the drill horizontally, it is allowed to lower the shank below the cutting part, but in no case vice versa.

The cutting edge should be horizontal and it is important to maintain this position while sharpening the flank. The drill is carefully brought to the working sharpener, touches it with light pressure, then the shank should be smoothly lowered down without loosening the pressure
The drill is then retracted slightly. The operation can be performed several times, depending on the degree of wear of the working part.

Next, the drill is turned around the longitudinal axis by 180 degrees, and the sharpening operation is repeated for the second flank surface.
It is important to try not to change the initial position of the hands and place the edge horizontally, create a pressing force similar to the first. If the second edge needs to be sharpened more than the first, the sharpening operation is repeated more times.

Next, a check of the turned surfaces is carried out. It can be done by eye - the cutting edge should be higher than all other surfaces, and the back surfaces should be the same shape and size. The drill is inspected for light, so that the reflections on the metal do not interfere, shield it from the light source with your hand.

The sharpening result can be checked with a template by applying it alternately to the rear surfaces of a vertically positioned drill. If discrepancies are noticeable, the less ground back surface should be corrected on the sharpener. The length of the working edges is checked with a vernier caliper - the distance from the bridge to the point of transition of the cutting edge to the tape is measured. If the parameters differ, the shorter edge is sharpened.
In order for the drill to be oriented as accurately as possible at a given angle during sharpening, it is convenient to use a piece of steel or aluminum corner with a shelf of 30 - 40 mm as a guide element. A piece of a corner with a length of about 70 mm is attached to the handrail using a small clamp so that the drill, pressed against it by the side part, with the cutting edge hits exactly the working part of the abrasive wheel. The adherence of the side part to the guide should be maintained throughout the entire sharpening cycle.

During the sharpening process, the drill should be cooled in a container with water or machine oil - overheated metal is less processed and can be damaged.
If you are satisfied with the sharpening result, it is advisable to refine the working edges on a silicon carbide wheel, to give them smoothness, which increases the working life of the drill.
Video on "how to sharpen metal drills correctly":


What geometry needs to be given to twist drill elements for optimal creation of holes in metals
To perform high-quality sharpening, it is necessary to have a good understanding of the device and the principle of operation of the drilling tool.
How the drill is made
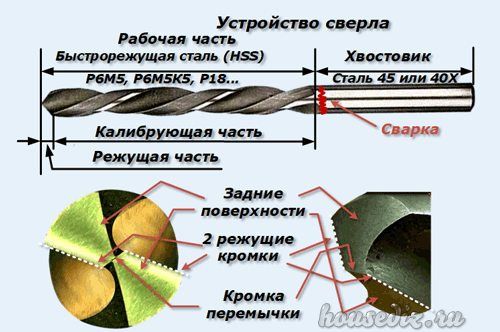
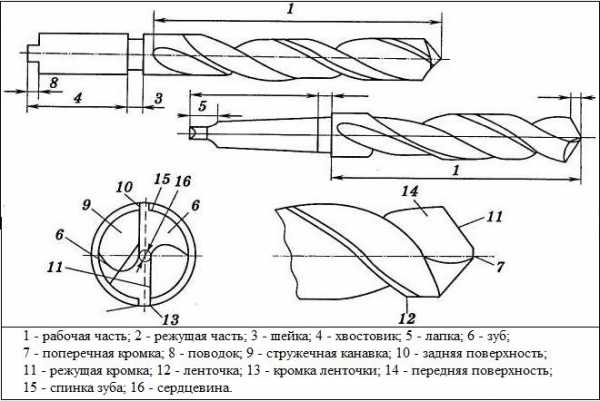
It consists of two parts welded together:
- working, made of high-speed steel (HSS) grades P6M5, P6MK5, P18 and the like;
- shank clamped into the chuck (steel 45 or 40X).
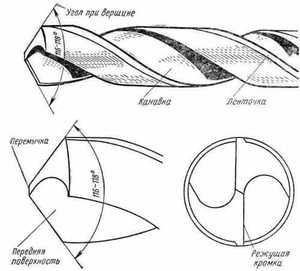
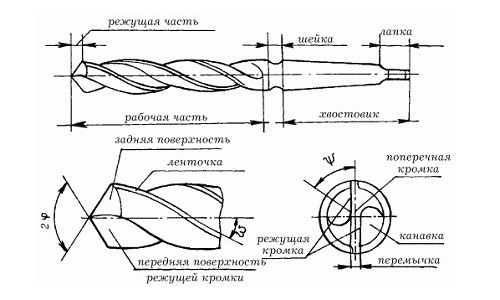
The working part, in turn, is represented by:
- cutting tip (the second name is lead-in);
- a calibration section made by a cylinder from the chip evacuation grooves with a calibration tape.
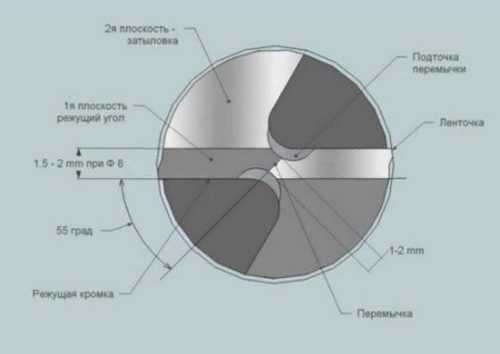
The cutting tip contains:
- 2 cutting edges (RK), connected by the edge of the lintel (or simply by the lintel);
- 2 back surfaces.
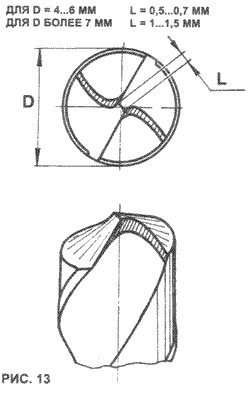
When restoring the cutting edges, it is necessary to pay attention to the configuration of the bridge, because a central vertex is formed on it.

In fact, the bridge is a layer of metal located between the two grooves for evacuating the shavings. It gradually increases from the tip to the shank.
The center vertex formed by the sharpening must be located strictly on the vertical axis of rotation.
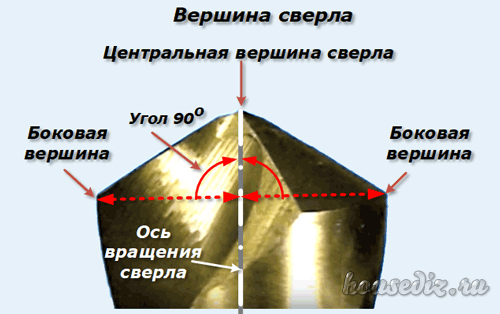
In this case, two more lateral vertices are created due to the intersection of the cutting edge line with the rear surfaces at the points of their joining with the calibration strips.
After sharpening, the lateral tops should be located strictly symmetrically relative to each other, and the line connecting them is directed perpendicular to the axis of rotation.
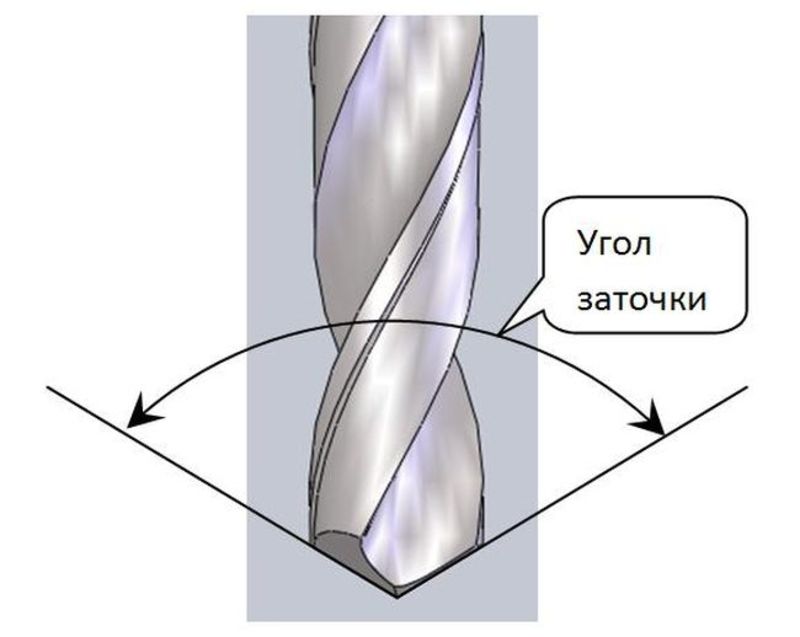
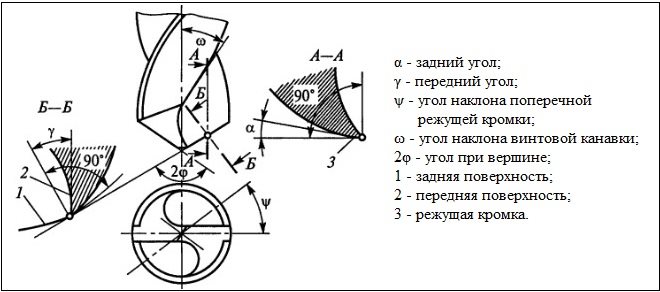
What angles create optimal cutting
The nose angle is measured between the cutting edges. Its value can vary from 116 to 130 degrees and depends on the hardness of the metal being processed. A more acute-angled sharpening is used on light alloys.
For household purposes, it is not required to achieve compliance with angles with an accuracy of 1 degree. Its value of 120 ° works normally here. It is formed by dividing the circle into three parts.

The angle between the web and the cutting edge is created by uniformly grinding the back surfaces to one tilt plane. It should be 55 degrees on both sides.
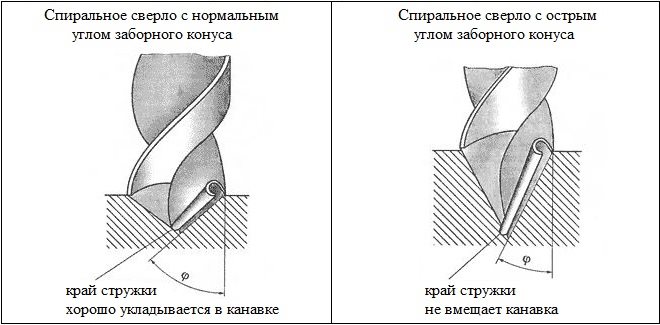
The angle of inclination of the spiral may differ slightly from product to product. For the hardest metals, it is made 25O, and for the most common - 30.
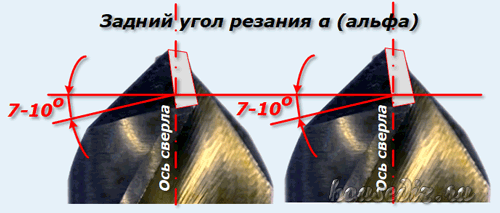
The clearance angle is measured between the perpendicular to the axis of rotation and the generatrix line located on the plane of the flank surface. Its optimal value is from 7 to 10 degrees.
In the direction of the spiral, drills can be performed:
- right - for processing metals in direct rotation;
- left - with reverse rotation.
How tool length affects drill quality
Three types of products are produced for different operating conditions:
- short, produced in accordance with GOST 4010-77;
- medium (GOST 10902-77);
- long (GOST 888-77).
Short series drills have the best performance (centering quality and cutting load).
What is a drill and how to sharpen it
For drilling work, special tools are produced, the most common of which is a drill.
Attention! For work with different materials, special drills are produced with different sharpening angles of the drill. In addition, the material structure affects the sharpening angles.
But first things first
In addition, the material structure influences the sharpening angles. But first things first.








Various ways of sharpening
A drill is a cutting tool that performs a cutting process due to a rotary motion with an axial feed.
Drills are used not only for making through holes of various diameters, but also for reaming existing holes.Using a drill, you can drill a through hole, make a depression of the required diameter, and drill to the required depth.
But to perform the listed work, you will need a drill of the required diameter.
In addition, the drill must be properly sharpened.
Various ways of sharpening for a specific material
And in order to find out how to sharpen a drill, it is necessary to clarify for which material the tool will be used.
Structurally, the drills are produced spiral, flat or feather, ring, center, for deep or one-sided cutting.
Twist drills are available in various diameters. The range is 0.1 ... 80 mm with the length of the working part up to 275 mm.
Flat drills are used to make large diameter holes to great depths. Structurally, the cutting part is made in the form of a blade and is attached to the holder.
Annular drills are made in the form of a hollow tube, in which a narrow annular cutting part works.
Center drills are used to center parts when turning.
But all the listed tools become dull in the process. And since the drills are dull, they must be sharpened. And in order to find out how to sharpen the drill correctly, you need to imagine what material the tool will be used for and change the angle of the sharpening angle.
Drills are less likely to blunt when working on wood. If you use drills when drilling only in wood, then these drills do not require sharpening for several months or years.
You just need to be careful about their storage and use.
It is important for us to learn how to sharpen drills when working on metal, concrete.
Sharpening at home
When sharpening drills with their own hands, the user is advised to adhere to safety rules. Work on emery wheels must be carried out with protective goggles. This will protect your eyes from abrasives and scale pieces. The goggles must be worn even if there is a protective shield on the emery.
It is strictly forbidden to work with gloves. The drill could snag on the thread and injure your hands. It is recommended to carry out work in tight-fitting clothing, the buttons of which are pre-fastened. It is recommended to adjust the handrail so that the gap between it and the stone is small.
Drill sharpening can be carried out in various ways, which allows a person to choose the most appropriate option for himself. To avoid injury, you must adhere to safety precautions during work.
Sharpening quality control
To restore the original parameters of the tool, it is necessary to choose a grinding wheel, the hardness of which allows you to get the original parameters qualitatively. At the initial stage, the rear surface is restored. The main task is the correct choice of the angle of feed to the surface of the grinding wheel. After the completion of this work, they begin to bring the leading edge to the normal state.
Failure to comply with these requirements will lead to a deterioration in the quality of the drilled holes and a violation of the cutting technology. After the completion of the operation, the quality of the obtained parameters is checked. If certain deviations from the requirements were made, the drill is fine-tuned to the desired condition. In enterprises where drills are used to produce a large number of holes, finishing is mandatory.
After completing all technological operations to restore the tool, it is recommended to check its basic geometric parameters. To solve this problem, the following devices are used:
- manufactured templates;
- a device developed by V.A. Slepnin.
In the first case, ready-made templates are used, which are made according to a pre-calculated method. Such templates can be purchased ready-made through a retail network or made by yourself. Methods for their manufacture are given in special literature or on Internet portals.
The basis of the device developed by Slepnin consists of two disks. They rotate relative to each other. Its main advantage is the variability of possible measurements. This versatility eliminates the need to create a large number of custom templates. Therefore, the time for checking multiple items is significantly reduced.
When checking each tool after the completion of the sharpening operation, it is necessary to check not only the obtained parameters, but also the equality of the length of the opposite cutting edges. If they differ in length, this will lead to an increase in the diameter of the resulting hole.Next, you need to check the change in the clearance angle of the cutting edge. It should gradually increase towards the center of the tool.
Recommendations
Conventional drills are sharpened with their own hands on a simple sharpener, a saw with a large grinding disc, a grinder or a drill with a nozzle. But for crown ones, a special machine may be required. The fact is that the crown has an axis - the main drill, which is an ordinary product. And if it sharpens in a simple way, then the serrated, saw-like edge of the crown will require machine conditions. The same is true for cone-stage drills.
In the worst case, due to intoxication with steel that rusts in a salty environment, a person will easily lose it. Be careful not to drill "into the ceiling" without a helmet - falling shavings also get into unprotected eyes.






Get the right angle for your undercut. Too "flat" drill will not drill steel, too "steep" - wood, aluminum, bronze, magnesium, plastic. An incorrect angle will either cause the drill to wiggle and the hole will move, or it will jam and break.
Do not drill with ordinary high speed steel in glass, porcelain stoneware, granite, ceramics, high strength clay. For these materials, there is a so-called wins. Pobeditovy alloy significantly surpasses high-speed steel in strength. Do not try to drill through tempered glass - it will crumble immediately.
Do not sharpen victorious drills with simple emery and vitrified stone circles - for these products there is a diamond, like those circles with which they cut stone, brick and hardened steel. Grind victorious drills at low speeds.
Do not overheat the drill while turning - overheated steel will temper and become noticeably worse. She will no longer be either hardened or high-speed (instrumental).
Do not cool a red-hot chiseled drill bit in water or other cold liquids - it is penetrated by microcracks from sharp cooling. At the first attempt to drill a workpiece, the product will immediately break.
Do not deflect the drill when turning. The slightest care - even by a degree - will lead to uneven turning, vibration will occur, breaking the drill itself and loosening the gearbox and drill motor.
The length of the working part should not be less than a centimeter. If the drill breaks in half and part of the cutting area is thrown out, then do not grind drills, whose working section is now less than a centimeter.
Carbide-tipped drills (eg Pobedit, diamond-tipped) are sharpened using the same tools as solid-made drills made from the same materials.
How easy it is to sharpen a drill, see below.
Sharpening aids
Here we will no longer talk about machines, but about useful and convenient devices that simplify work and help maintain the correct angle.
These can be purchased products, for example, this conductor comes from Aliexpress. The sharpening disc is very small, the rotation is transmitted to it from the drill chuck connected using a special adapter. The user only needs to insert the drill into the groove and turn on the drill. An overview of using such a conductor is described in this video.
For those who do not respect Chinese products, there are racks like this.

There are also a number of homemade jig devices designed for convenient sharpening. For example, here are two of them.
There is also an original door hinge fixture.
Useful Tips
You can talk a lot about the nuances of sharpening, but after all, it is important not only to sharpen the tool correctly, but also to do it safely and then store the products correctly. So, the rules for the safety and preservation of the performance of drills:
So, the rules for the safety and preservation of the performance of drills:
- when sharpening, the tool gets very hot. This not only requires careful handling and - very desirable - wearing protective gloves. It also affects the properties of the metal.Therefore, the tool should be fed to the sharpening device in short periods, 2 ... 3 seconds, and cooled after each period in water or other coolant (cutting fluid);
- sparks fly from the drill and grinding wheel in the process. It is necessary to protect not only the hands, but also the face. A transparent visor or glasses will come in very handy;
- for fine work it is necessary to see very well what is being done. Accordingly, a magnifying glass may well play the role of a protective shield;
- additional lighting is needed, but the lamp must be positioned so that the fragile bulb cannot be damaged by accidental metal or abrasive splinters.
Regarding storage, the rules are simple: sharpened drills should not touch each other, should not be in a humid or aggressive environment. Special organizers - industrial or homemade - are very convenient for permanent storage. In the presence of inscriptions on the diameter, the search for the desired tool occurs almost instantly.