When is sharpening required?
If wood drills can be operated for a long time and at the same time remain sharp, then metal tools become unusable very quickly. Of course, an experienced craftsman identifies a blunt drill by eye or by its very first contact with the metal surface. If you are a beginner, you can determine the need for a tool for sharpening by the following signs:
- in the process of drilling, there is a creak and whistle;
- the tool heats up much faster than usual;
- the quality of the hole is low - there are jags and burrs;
- chips come out of only one spiral groove (this sign may also indicate an incorrect sharpening).
Keep in mind that by working with a blunt tip, you put yourself in danger, as it may break. In this case, flying parts of it can cause serious injury. In addition, the drill can "bite". In such a situation, if the drill is powerful or you are working on a machine, the part is pulled out of your hands, which often also ends in injury. Therefore, in no case should it be tightened with sharpening or changing the tip.
How to sharpen a drill correctly at home
For steel, the angle is 140 degrees.
120 degrees is the optimum angle for most drills.
Drill bit sharpening angle for wood
Let's get acquainted with drilling a tree. For manual drilling of wood materials, a drill and a brace are used, using chucks (clamping) of certain shapes.
Note that manual screw drills are often used when drilling holes with a diameter of 5 mm.
When drilling, take into account the hardness of the wood, the placement of cracks, the drilling depth, the presence of nails and other foreign materials.
If the diameter of the hole is large, then it is better to drill the centers in advance with thin drills so that the drill does not change direction, and if the wood is fragile, it is advisable to make countersinking.
If there are through holes, it is necessary to make a certain obstacle when the drill exits, for example, from a piece of wood.
Remember! That when drilling, you cannot direct the tool to your side. Consider carefully the condition of the drill, the alignment of the drill in the chuck. Use these guidelines for your personal safety and material handling efficiency.
If, in the process of work, particles of the sharpened material get into the eye immediately consult a doctor.
If drilling is done in wood, then you should not worry about the sharpness of the drill, because the drill serves for a long time without systematic sharpening.
However, when working with metal, the sharpness of the drill plays an important role, since metal can only be drilled with a sharp drill.
Thus, angle of sharpening of a drill for wood will be 140 degrees.
Drill angle for metal
For example, for metals of a hard type, it is acceptable drill angle approximately 120 degrees, for softer metals - 90.
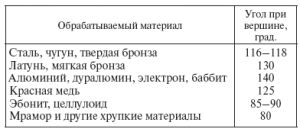
If you have to work with soft bronze, the apex angle will be equal to 120-130 degrees red copper - 125 aluminum -140 plastic - 90-100 brittle materials -140.
The sharpening angle cannot be the same for all materials!
Thus, the angle of sharpening of the drill is set depending on the characteristics of the material (taking into account its plasticity and condition).
So, the softer the material, the greater the angle of inclination.
However, this principle applies in production.
At home, when the same drill is used for many materials, the angle of inclination depends on the drill diameter and varies from 19 to 28 ° for drills that have a diameter of 0.25-10 mm.
Varieties of drills for wood
Typically, quality drills are used by experienced craftsmen who require different types of products to create holes in wood. These can be holes, for example, for spikes, bolts or pins.Moreover, the drilling process itself can be very diverse in quality, which will carry with it thoughts about how to properly sharpen the drill after operation and whether it will have to be sharpened at all.









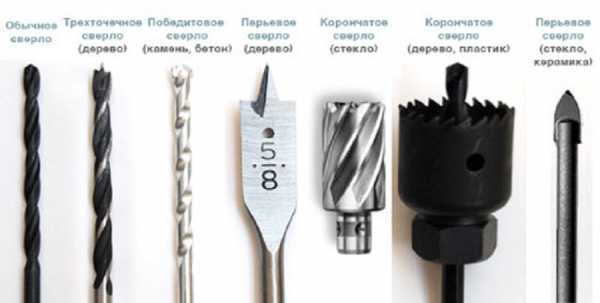
The most common types of drills today are: screw, twist, feather, center, ring and Forstner drills.
Screw
If you need to drill a tree across the fibers, without wondering once again how to sharpen a drill on a tree, then a twist drill with a fine thread at the end will come in handy. They can be up to 50 millimeters in diameter. A special screw shape will help to remove chips from the place of work in time and thereby not overheat the rod. Depending on the required hole depth, drills longer than a centimeter can be purchased, with a minimum size of 400 millimeters.
 Twist drills for wood
Twist drills for wood
Spiral
The spiral product is immediately recognizable by its perfectly ground milled spiral with a sharp point to prevent any lateral movement of the rod during operation. It is thanks to the spiral shape that holes are easily drilled in veneer structures. The corresponding drills reach 52 millimeters in diameter, and the smallest can be found at 3 millimeters. To accurately aim at the intended drilling site, the tail of the product is equipped with a conical shape, which gives a lot of convenience.
If, when purchasing, the choice fell on twist drills, then you should always remember about the relationship between the diameter of the product and the maximum number of revolutions that it can produce. Otherwise, the service life of the product will be drastically reduced. If you need to machine hard wood surfaces, it is best to set a maximum of 900 rpm with a drill diameter of 14 millimeters or less. But for soft wood, you can set 1800 revolutions on the drilling tool.
 Twist drill bit set for wood
Twist drill bit set for wood
Perovs
The most common type of drill is a feather drill. It is it that suggests how to sharpen a feather drill for wood, and is most often used in repair and construction work. It is the most convenient and has various diameters.
It has only one important drawback: such a shape of the drill does not facilitate chip evacuation and the drilling process becomes much more complicated, especially when a hole with a great depth is required. That is why experts recommend using this type of drill when working with wood-based panels or thick boards, where the drilling process will take place as efficiently as possible.
A special type of tip for a feather drill or a similar product with an extension can correct the situation. This extension has a hexagonal shape and can be used for other types of drills. In this case, the diameter of the final hole can reach up to 52 millimeters.
 Drill bits for wood
Drill bits for wood
Center and ring
But center drills are useful for creating perfectly even through holes in a wooden surface. Typically, such products are in the form of a 50 mm (minimum - 12 mm) rod with a cutting edge at the bottom, reaching a length of up to 150 millimeters. Of course, you won't be able to make holes deep enough. Hole drills that look similar to a crown or ring with teeth are suitable for this. They are usually sold as a complete set of bits with a center drill and a single base.
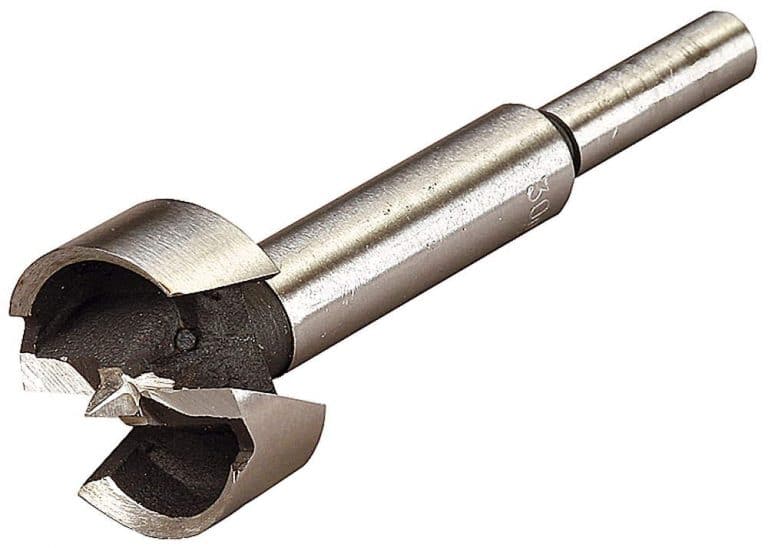
Forstner drills
When it comes to renovating or creating furniture, rather than thinking about how to sharpen a feather drill on wood, then you can immediately go for the Forstner drills that are best suited for this business. They allow you to drill completely blind holes with a perfectly flat bottom. In this case, the diameter of the product reaches from 10 to 50 millimeters. The drill itself is coated with a specialized alloy that protects and increases the service life.
 Drill for wood Forstner
Drill for wood Forstner
Drill bits for wood
Since we have a roofing portal, we are interested in feather drills designed for working with lumber and other wood materials.
In terms of the quality and accuracy of work, these drills are imperfect and have their own advantages and disadvantages. They are used mainly for rough operations.
Pen drills stand out in the work with their high productivity. Of course, the ease of drilling directly depends on the hardness of the wood and not all tree species are easy to drill. But with lumber widely used in construction, the chisel drill easily copes with drilling. It is often used for drilling large holes, when working with glued wood, and can even be used for working with drywall and plastics.
Pen drills for wood are single-sided and double-sided. Accordingly, they are intended to work with rotation in one and two directions, respectively. The angle of cut at the incisor of the one-sided blade is 75-90 °, and for the double-sided blade - 120-135 °.
Workmanship
As with any other tool, the quality of the drill and its service life directly depend on the raw material and the method of its processing. Visually, the processing quality of a drill can be determined by its color:
- Steel gray shade - The part of the drill has not been processed (can be painted with colored paint);
- Dark - The drill is treated with sharp steam to increase the strength of the metal (it can also be painted with colored paint);
- Gold - A special technology for processing the drill part is used;
- Bright Gold - The surface of the drill has a titanium nitride layer for increased durability and strength characteristics.
Currently, there are a large number of feather drill manufacturers
In order not to be mistaken in choosing a drill, when buying, you should pay attention to:
- shape - the nib of the drill should be symmetrical;
- the cutters on the drill must be perfectly straight;
- lack of chips and irregularities on the drill;
- material and workmanship of the product.
How to sharpen a spiral drill correctly
You don't have to worry about sharpening a drill for wood, you can work with such a drill for many months and even years without any sharpening. Unfortunately, this cannot be said about a drill for metal, which must necessarily be sharp. That is, metal can be drilled with an exceptionally sharp, well-sharpened drill.
A sharp squeak at the beginning of drilling is characteristic for the loss of sharpness of the drill. A drill that is not sharpened in time generates more heat and thus wears out even faster than a sharp one.
You can sharpen the drill on special machines or using tools. Naturally, if possible, it is preferable to do this on special equipment. But in the home workshop, as a rule, there are no such machines, so you have to use a conventional electric grinder with a stone.
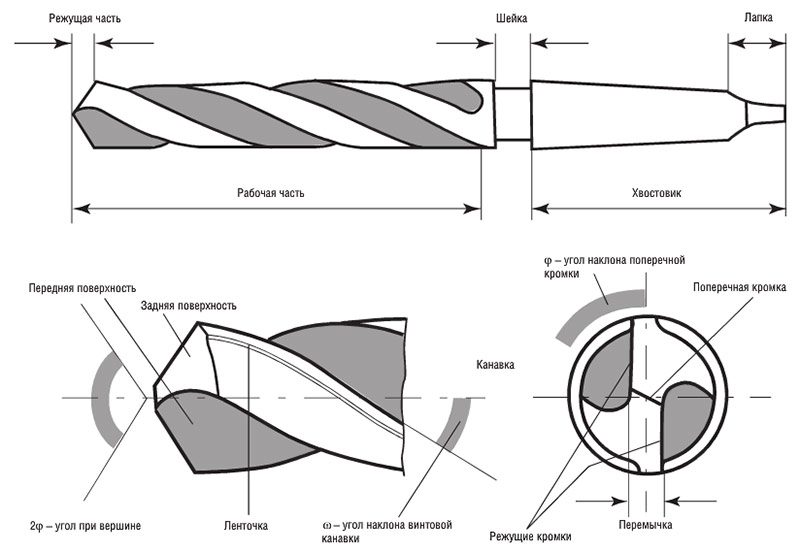
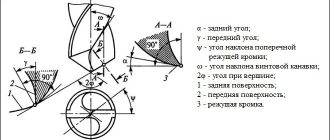
The main components of the twist drill.
The type of sharpening depends on the shape that should be given to the back surface of the drill and can be single-plane, two-plane, conical, cylindrical and screw.
The drill is sharpened along the back edges. Both teeth (feathers) of the drill should be sharpened exactly the same. It is not easy to do it manually. It is also not easy to manually maintain the desired flank shape and flank angle.









1. Single-plane sharpening of the drill is characterized by the fact that the back surface of the pen is made in the form of one plane. In this case, the posterior angle ranges from 28-30 °. The drill is simply attached to the circle, so that the cutting part goes parallel to the circle and sharpening is performed without rotating, without moving the drill.
With such a sharpening, the cutting edges of the drill can be chipped during drilling, which is a disadvantage of this sharpening method.This is the easiest hand sharpening method and can be used for thin drills up to 3 mm in diameter.
2. Drills with a diameter of more than 3 mm should preferably be sharpened conically. It is difficult to perform such a sharpening manually without skills, but it is possible. The drill is taken with the left hand by the working part as close as possible to the intake cone, and with the right hand by the tail.
The drill is pressed against the end of the grinding stone by the cutting edge and the surface of the rear part, and is slightly wiggled with the right hand, while creating a tapered surface on the rear feather edge. The drill does not come off the stone during sharpening, hand movements are slow and smooth. For the second pen, everything is repeated in the same way.
Guide the drill with the cutting edge towards the grinding wheel.
We swing the drill to the bottom, and then up again.
When sharpening, try to maintain the original shape of the factory surface of the rear as much as possible in order to maintain the desired rear angles. If sharpening is done correctly, then on drills with a diameter of up to 10 mm, it is quite sufficient. For diameters above 10 mm, this sharpening can be improved by sharpening the front surface, as shown in the photo:
Sharpening of the anterior surface.
What is the point of undermining? By reducing the rake angle and increasing the angle of the cutting edge, the resistance to chipping increases, which increases the resource of the drill. In addition, the width of the transverse edge becomes smaller. The transverse edge does not drill, but scrapes the metal in the center of the hole. The second figure clearly shows that here it is shortened, which makes drilling easier.
For drills with a selected small clearance angle, you can additionally sharpen the clearance surface. In this case, the drill rubs less than the back surface in the drilling hole. See photo:
Back surface undercut.
In production conditions, after sharpening, as a rule, finishing is done, which smoothes the surface, removing small notches. The drill, on which the finishing is done, wears out less than just a sharpened drill. If possible, fine-tuning should be done without fail.
For finishing, you need to use grinding round stones from green silicon carbide (grade 63C, grain size 5-6, hardness M3-CM1) on a bakelite bond, as well as circles from elbor LO (grain size 6-8) on a bakelite bond.
Below we present to your attention an excellent selection of training videos by watching which you will definitely be able to sharpen your drills.
Dimensions (edit)
Depending on the nature of the work, the craftsmen acquire individual copies or a complete set of feathers, which usually includes the most popular nozzles of the following diameters: 25 mm, 35 mm, 40 mm, 50 mm and 60 mm. It is these diameters of joinery that will allow you to cope with standard tasks when forming various holes. If you need to cut a groove with a diameter of more than 60 mm, it is better to refuse to purchase feather drills, as they will not be able to cover a large area of the material and drilling will not be correct.

Operating rules
In order for the feather drill to not deform during operation, and the work was done correctly, it is necessary to follow the basic rules of its use. Before starting drilling, the craftsmen recommend to mark the place where the hole will be formed, and to make a small depression at the given point with the help of a core. Whenever possible, it is best to use a speed-adjustable drill when working with feather-shaped drills. The thing is that in this case the feather diameter is directly dependent on the cutting speed: the larger the cutter size, the lower the shaft rotation number should be, and vice versa. If you neglect this rule, you can face an unpleasant moment when at high speed rapid wear of the cutters will be provoked or the drill will simply break.
If you need to drill deep holes, initially purchase a special extension.Such an auxiliary device, installed on feather drills for wood, is equipped with a locking element, which is clamped using a 3 mm hexagon, which makes the cutter itself and its extension into a single piece.
To correctly outline the contour of the groove at the beginning of drilling, set the minimum rotation of the drill shaft, for this it is recommended to use an adjustable power tool. The drill bit should be installed on the surface of the workpiece strictly perpendicular, with moderate pressure on it.
We draw your attention to the fact that due to the design features of the pen, the sawdust is not thrown up during the drilling process, as is the case with, so do not forget to periodically stop work and remove the chips from the groove.

Selection rules
All companies that produce carpentry tools produce feather drills, therefore, to select a high-quality sample, do not be too lazy to familiarize yourself with the following product parameters:
- configuration - must be symmetrical;
- the cutting elements are necessarily even, which testifies to the decent quality of the factory model;
- the absence of any defects on the drills is a must, since chips and all kinds of irregularities are more characteristic of handicraft products.
In addition to the signs listed above, pay attention to the color of the pen drill, because it can tell a lot about the quality of the metal. If you see a steel-colored cutting element with a gray tint, then it did not lend itself to additional processing, which improves the quality of the drill
The dark metal indicates that manufacturers have steam-strengthened the item, thereby increasing the strength of the packing.
If the drill is made using a special technology that involves removing the material by internal pressure, the metal will take on a golden color. The best quality factory drills have a bright golden color, which is typical for products coated with a layer of titanium nitride. Such a coating significantly increases the operating period of the tool by enhancing its strength characteristics, which means that with its help you will be able to drill grooves for longer, and a mandrel for feather drills is required here much less often.










How to sharpen a tool?
Judging by the feedback from the owners, it is not difficult to sharpen pen cutting tools.
For work, you need a diamond wheel installed on a grinding machine. If such equipment is not available, the DIYer can take advantage of the quality rule. The sharpening procedure will be easy and quick if you adhere to the following sequence:
- Prepare an unused cutting attachment. It will be used as a sample.
- In the course of sharpening, periodically check the cutting attachment being processed with the geometric parameters of a worn new tool.
It is recommended to be as careful as possible when guiding the cutting edges of the pen drill. The main thing is that after sharpening, the central protrusion of the tool is not damaged.
According to numerous reviews of experienced craftsmen, it is not always advisable to sharpen such products. Very worn out pen drills with heavily worn cutting edges are considered to be used material. Since such a tool is not very expensive, it is better to immediately purchase a new drill than to waste time and "plant" a diamond wheel.
Drills for ceramics and glass
Ceramic tiles or glass are drilled with a crown or a special spear-shaped tool. Its tip is made from either Pobedit or Tungsten Carbide. If a dedicated glass or tile tool is not available, a concrete drill can be used.
Only necessarily sharp, and they need to work carefully, since its shape is not quite suitable for such work.
Spear drill for ceramic tiles and diamond core bit.
A crown for glass and tiles is almost the same as a crown for a stone. Only on its cutting edge is diamond dusting instead of teeth.
To drill large holes in the tile, a tool called a ballerina is used. It resembles an ordinary compass. Drilling is done from the seamy side of the tile. Drill speed is set to minimum.
Main characteristics
When using pen drills for wood, it is advisable to know how they differ from other types of cutting tools and what are the advantages.
Comparison with other types of instruments
Like drills for metal, tools designed for woodworking are available in various designs and, accordingly, differ from each other in characteristics and functionality. When choosing such tools, you should be aware of the advantages and disadvantages that they have.
Table 1. Comparison of different types of drills for wood
Pen drills, as can be seen from the presented table, have a number of advantages when compared with other types of tools. However, it is not recommended to use a pen-type tool for making holes with a large diameter (more than 60 mm), as their edges may be torn. For such purposes, it is better to use core drills, which are made in the form of a metal cup with cutting teeth located on its end part.
A nib with a threaded tip is more suitable for working on a machine: it drills faster, but the hole can come out oval if you do not secure the part with clamps
Due to the low cost of feather drills for wood, any home craftsman can purchase a set of them. The presence of such a kit in a home workshop makes it easy and quick to find a tool for drilling holes of different diameters.
Design features
The pen drill has a very simple design, the elements of which are the working part and the shank part.
Pen drill design
The working part is a flat blade, in the center of which there is a sharp protrusion used to center the hole being made. The tip of the pen drills has two cutting blades located on either side of the central lip. Each of these blades starts at the tip of the central projection and extends to one of the edges of the working part. The inclination of sharpening the blades of feather drills for wood, if you look at their working part in cross-section, is performed to the right. In the manufacture of drills of this type, manufacturers adhere to certain ratios between the thickness and width of the cutting part.



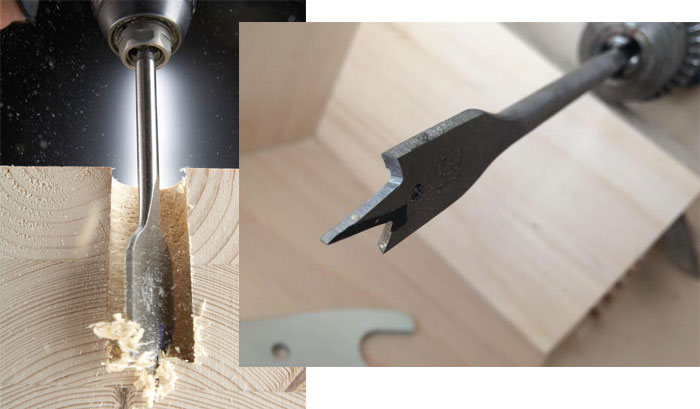

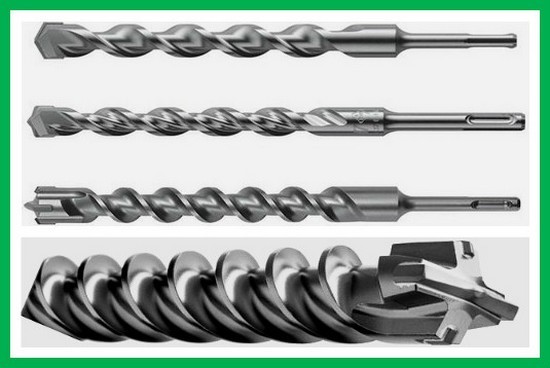




Table 2. The ratio of the thickness and width of the cutting element of the drill
The tail section is made in the form of a hexagon. This cross-sectional shape allows not only to reliably fix the tool in chucks for drills and screwdrivers, but also to use magnetic adapters and extension cords for these purposes.
The simplicity of the design, which distinguishes the drills related to feathers, the absence of spiral grooves, ribbons and other complex elements are not indicators of the low efficiency of this tool.
Twin-cut feather drills enter the wood smoother and leave less burrs around the edges of the holes
Selection recommendations
When choosing a pen-type drill intended for performing woodwork, you should pay attention to several parameters:
- the correctness of the shape (the feathers of the drill for wood, located on the right and left sides of the central protrusion, must be symmetrical and the same in their linear dimensions);
- the degree of sharpness of the cutting part (sharpening of new pen drills must be carried out in the factory and comply with standard requirements);
- absence of visible defects (if there are visible defects of a different nature on the surface of a new drill, this is a clear indicator of the low quality of such a product, most likely produced in artisanal conditions);
- color (by the color of the metal, you can determine the types of additional processing that the finished product has undergone).
Table 3. Influence of manufacturing technology on the color of the tip drill
How to do it yourself?
If you do not want to purchase an extension cord from a hardware store, you can make a long drill yourself. To do this, you first need to take a long nail of a suitable diameter. His hat will need to be carefully riveted. This can be done with a simple hammer. All the edges of the nail head are gradually sharpened, gradually giving it the sharpened shape of a conventional drill.
If in the future you have to drill in loose wood surfaces, it is better to rivet the nail head in the form of a pointed tip. In the process of drilling with a homemade part, the walls of this material are sealed, which is an important condition for easy and quick tightening of the screws. You can also lengthen the drill yourself by increasing the length of the shank. To do this, you need to create a small hole in it for an internal thread. Then it is cut with a tap. An external thread is made on a rigid metal rod. The resulting parts are twisted together.
The shank can be extended in another way. To do this, you first need to prepare a strong thin metal rod. Moreover, its diameter should be slightly larger than the shank diameter. Its surface should be absolutely flat, without small scratches and cracks. You will also need turning equipment for work. The build-up begins with the fact that the diameter of the shank is slightly reduced on a lathe. At the same time, a small indentation is made in the metal rod. It will act as a hole for inserting the tool itself. After that, the shank is fixed as tightly and firmly as possible in the rod.
The joint is recommended to be welded and cleaned. At the final stage, the diameters of the old drill and the new extended shank are equalized. This can also be done using turning equipment. In some cases, an extension cord is made by welding a new metal bar and a drill. But at the same time, the diameters of both constituent parts must be the same. At the end, the junction of the parts is welded and cleaned so that there are no irregularities and scratches on the surface.
For information on which drill extension to choose, see the next video.
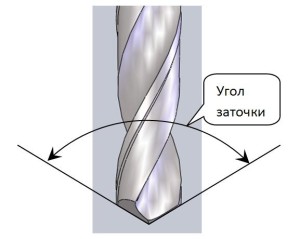
Correct sharpening angle, ways of working
A different sharpening angle is used for different materials.
- Hard steel - 140 °;
- Stainless steel - 135 ° -140 °;
- Deep drilling - 130 °;
- Cast iron - double angle. Main - 118 °, auxiliary - 90 °;
- Aluminum, brass, bronze - 118 °;
- Copper and alloys based on it - 100 °.

A sharpening machine is used to sharpen the drill, it is useless to use a sharpening stone or sanding sheet for this. To complete the work, you will need an abrasive wheel rotating at least 1400 per minute. The abrasive is selected with fine grain.
When the drill overheats, the metal loses its characteristics, so it is important to lean the drill against the grinder for a short time, no more than 4 seconds. In order not to spoil the drills, periodically cool them in water .. First of all, choose the method of sharpening the working part of the tool
These are what they are:
First of all, choose the method of sharpening the working part of the tool... These are what they are:
- one-plane;
- two-plane;
- conical;
- cylindrical;
- screw.
In this article, we will look at such common methods of sharpening a drill as single-plane and conical.
First, grind the edge at the back.A small layer is removed so that no irregularities are noticeable on the surface. If there are chipped holes of up to 3 mm, the drill must be shortened by the same amount.










During work, look at the symmetry of the working edge, the evenness of the lintel. Normally, it is located clearly between the working edges.
The drill up to 3.5 mm is sharpened using Method 1. When the rear end is correctly configured, it is guided to the abrasive at an angle of twenty-five to thirty degrees.
Do not rotate the drill or change the cutting angle. Otherwise, the edge will not be perfectly flat. In addition, when the drill is unrolled, some of the edge material may chip away from it.
Since the drill bit to be sharpened has a small diameter, it is sharpened in one pass and does not overheat.
Take a look at the very end of the drill - the converging planes should be proportional to the same machining angle.
Check the correspondence to the corner according to the template. It is impossible to straighten the edge, if the work did not work out on the first try, you will have to sharpen it again.
The conical machining method is completely different from the one-plane described above. The tool is held with both hands and when it comes into contact with the abrasive plane with the working edge, the drill begins to turn along the back side and form a cone.
With this method, you cannot tear off the tool from the emery. Each approach starts at the leading edge and ends with a full turn to the end of the flank.
After each machining step, check the corners of the drill against the template.
Large drills cannot be machined flat as the drill will overheat and the chips will not be removed from the hole.