How to use?
Operation of the "grinder" cut-off wheel begins with the observance of the rules of installation and removal.

Installation
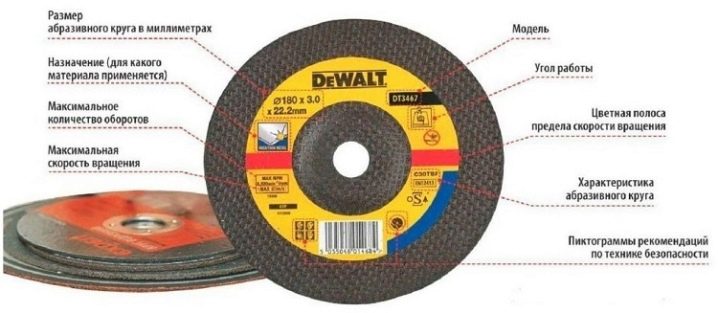
Check the position of the lower locknut on which the disc rests. Its slot must match the slot of the grinder shaft. Slide the circle onto the shaft. The side containing the marking data must be visible.
Screw on the top lock nut. Holding it with your hand, try to turn the disc in the direction of its movement. In the process of cutting metal, the difference in the directions of rotation of the disc and the nut creates a self-tightening effect. When installing, it is not necessary to tighten the upper nut with a wrench.


Picking up
Wait until the rotation stops completely. Disconnect the grinder from the mains. Insert the “horns” of the special key into the holes of the upper locknut and squeeze the lock button.
Rotate the key counterclockwise. When the nut is pulled out of place (due to the initial force), it can be unscrewed by hand. Any angle grinder is equipped with a handle connector. Do not work with the handle removed.


Selection of cutting discs
 The most common cutting wheels for metal are tools with a bore of 22.0 and 22.23 mm. This means that it is suitable for grinders with a 22 mm shaft. The second standard landing size is 32 mm, but the outer size of the circle will be from 300 mm and a similar tool is used on machines. There are also discs with a hole of 10, 13, 16 mm, but their outer diameter is 50-100 mm and their use is limited.
The most common cutting wheels for metal are tools with a bore of 22.0 and 22.23 mm. This means that it is suitable for grinders with a 22 mm shaft. The second standard landing size is 32 mm, but the outer size of the circle will be from 300 mm and a similar tool is used on machines. There are also discs with a hole of 10, 13, 16 mm, but their outer diameter is 50-100 mm and their use is limited.
Wheels with a diameter of 115 are used on low-power angle grinders. Cutting disc for metal for grinders 125 and 150 mm in diameter is used for angle grinders of medium power. On professional tools, as a rule, cut-off wheels with a diameter of 180 and 230 mm are used.
When choosing a thickness, they are guided by the following rule: the thinner the circle, the less effort is applied for cutting, and less time is spent, and vice versa, the thicker the disc, the more time and effort it will take. The cutting ratio of a thin disc is no less, but it is safer to work with it. This is due to the fact that thin products have more elasticity and the ability to bend than thick circles.
Matching the thickness of the circles to the most common diameters.
- For an outside diameter of 115 mm, the standard thickness is 1.0; 1.6; 2.0; 2.5; 3.0; 3.2 mm with a 22.23 mm bore;
- For D = 125 mm, a thickness of 0.8 is provided; 1.0; 1.25; 1.6; 2.0; 2.5; 3.0; 3.2 mm and fit 13, 20, 22, 32 mm;
- D = 150 mm correspond to a thickness of 0.8; 1.0; 1.25; 1.6; 2.0; 2.5; 3.0; 3.2 mm, and fit 13, 20, 22.23 and 32 mm;
- With D = 180 mm, the fit is only 22.23 and 32 mm, the thickness is 1.0; 1.25; 1.6; 2.0; 2.5; 3.0; 3.2; 4.0 mm;
- The same size of the bore is provided for an outer diameter of 230 mm, with a thickness of 1.6; 2.0; 2.5; 3.0; 3.2; 4.0 mm.
When choosing the hardness, the principle applies - the harder the material to be processed, the lower the hardness of the abrasive tool should be. For cutting discs, the hardness CT1, CT2, CT3 is usually used - medium hard (O, P, Q) or T1, T2 - hard (T, S). This seemingly illogical choice occurs because the hardness of the wheel means the ability of the bond to keep the abrasive grains from chipping under the action of the processed material. If you choose too hard a circle, then the grains will "grease", and the cutting efficiency will be significantly reduced.
Bakelite or Vulcanite?
 The main difference between cutting wheels on a vulcanite bond from bakelite counterparts is that, due to the greater elasticity of the vulcanite, products can have a smaller thickness and greater productivity. They are used for cut-free thin cutting of metals. Wheels on a vulcanite bond can also work in the presence of emulsions, but kerosene destroys them. The main disadvantage of volcanite is its low heat resistance, only 160-200 degrees. Therefore, with an increase in load and temperature, the disk begins to work worse.
The main difference between cutting wheels on a vulcanite bond from bakelite counterparts is that, due to the greater elasticity of the vulcanite, products can have a smaller thickness and greater productivity. They are used for cut-free thin cutting of metals. Wheels on a vulcanite bond can also work in the presence of emulsions, but kerosene destroys them. The main disadvantage of volcanite is its low heat resistance, only 160-200 degrees. Therefore, with an increase in load and temperature, the disk begins to work worse.
Cut-off wheels on a bakelite bond are more heat-resistant, but with prolonged operation and heating to 250-300 degrees, they become brittle and sparkle. By the way, it is correct to install the disc on the instrument in such a way that the sparks fly towards you during operation. Then, if the disc is destroyed, the fragments will fly in the opposite direction from you.
Comparison by manufacturers and prices
As a result of the testing of cutting wheels of the most common brands, the efficiency coefficient of the discs was determined. The tool wear was measured after a series of cuts, and the tensile strength was also checked, for which the wheels were accelerated to a speed that was almost twice the declared one.
I would like to add that the market offers products from many companies that were not included in this testing. Traditionally, high-quality and inexpensive wheels are produced by the Kosulinsky abrasive plant, the Krasnogorsk abrasive plant, and the Ivanovo ISMA JSC. NORTON brand disks have good reviews and an average price category. The choice always remains with the consumer, and promotion and high price are not indicators of quality at all.
Varieties and their sizes
Cut-off wheels have a smaller profile section - thickness than grinding wheels. The work uses their end part, which, in contact with the metal, literally frays it. This type of disc has two configurations that differ in thickness: 1.5 and 2 mm. The central mounting hole is the same in all types of discs: it corresponds to the diameter of the grinder's mounting shaft. There is a single standard for this value on the Eurasian continent. All general purpose angle grinders have the same mounting shaft diameter on which the replacement wheel is fitted.
The uniform standard diameters are listed below:
- 115 mm;
- 125 mm;
- 150 mm;
- 230 mm.
There are specialized circles designed for sawing products from "problem" metals: soft, viscous, high-carbon. To distinguish them among other varieties, manufacturers use marking codes. With the help of such notation, you can determine which circle is better to use:
- for working with steel - steel;
- for cutting stainless steel - inox;
- cutting of cast iron products - castiron;
- sawing soft metals - aluminum.

What is it?
Cutting discs for "grinder" - hard circles of dark gray color, rough to the touch, with a mounting hole in the center, framed by a galvanized steel ring. They differ in material of manufacture, size, configuration and other characteristics determined by the type of work that must be performed using angle grinders. In construction practice, circles for metal are widely used.
The cutting effect is created by high-strength artificial materials, crushed into small chips. Electrocorundum is used - superhard, refractory, chemically resistant compounds based on aluminum oxide.
In accordance with the intended purpose of the circle, electrocorundums can be used on the following bases:
- magnesium-silicon;
- lame titanium;
- mono-corundum;
- zirconium;
- titanic;
- chromium.
Cutting discs angle grinder for metal - a consumable that is not supplied by the manufacturer along with the "grinder". The tool manufacturer is not responsible for the quality and durability of consumables.


Progress
At the moment of turning on the "grinder" it should be held with a force sufficient to overcome the starting torque. The angle grinder released from the hands at the moment of start-up can harm the operator's health and damage the finished surfaces. Keep the working "grinder" straight, avoiding sharp rotation of its body. Bring the rotating disc close to the metal element slowly. Immerse without effort, allowing the unit's own weight to create the required coefficient of friction.
When the cut-off wheel is submerged in the material by 10–20%, you should pay attention to the smoothness of the sawing.If the angle grinder twitches and tends to pull forward, it may be worth changing the angle of inclination of its body or reducing the pressure of the disc on the metal
If the metal workpiece has internal stress, cut 90% and finish the process by hand. Otherwise, the release of metal stress at the time of sawing can lead to a sharp seizure of the blade and its destruction.

In the next video, you will find tests of cutting discs for a grinder and a comparison of popular brands.
Security measures
Before starting work, you need to think about how the cutting will be carried out (the position of the "grinder" in space in relation to the cutting site), determine the direction vector of the flow of sparks, which will accompany the immersion of the disc into the metal. Remove all flammable objects and substances from the spark line. If necessary, cover the finished surfaces exposed to sparks with protective equipment.
Inspect the power tool itself for water, dirt, sand, and check the integrity of the power cord. Carry out a test run to check that the unit is running smoothly and that the cutting disc can rotate freely. Assess the object of the cut: it must be firmly fixed, not have deforming stress, and be away from electrical wires.

Eyes should be protected with special goggles that give a wide and clear view. Glasses with tinted lenses are not recommended. The safest face protection is a transparent plexiglass mask. If the disc breaks during cutting, its fragments are scattered in the direction of the initial centrifugal force at a high speed. This mask will protect the front of the head from getting into it. The hearing organs also need protection. For this, construction headphones or silicone earplugs are used.
The equipment of the LBM operator must meet the following safety measures:
- robes made of durable and natural material;
- Moderately loose, but overly long sleeves are unacceptable;
- gloves that fit tightly on the hands, made of strong material that can hold the primary cut;
- closed shoes with composite toe inserts.
