Symbols
Deciphering the chemical composition of steels belonging to the HSS category is difficult, since their designation does not contain any detailed data. As a rule, catalogs for tools made from steels of this category contain information about the materials for which it can be used. In order to relatively accurately determine the chemical composition of HSS steels, it is necessary to use special equipment or to solve this issue empirically.

Most likely, this is the German analogue of high-speed steel HSS M2
HSS
The letter R is often added to this abbreviation. These are the drills with the least durability. They are rolled and heat treated.
HSS G
This designation is applied to drills, the cutting part of which is ground with borazon (CBN). HSS G tools are the most common ones and are characterized by increased durability. In addition, a drill for metal, on which this designation is applied, creates the least runout when performing processing with it.
HSS with letter E
This designation indicates that the composition of the material of manufacture of the product contains cobalt. The HSSE designation tool is ideal for tough materials as well as high toughness materials. As mentioned above, the analogue of the HSSE designation is the M35 marking. There are also international analogues of the HSSE designation (HSS-Co5 and HSS-Co8), by which it is possible to determine exactly how much cobalt is contained in the steel alloy.
Steel of this grade is extremely difficult to cut with a grinder.
HSS G TiN
This designation indicates that the surface of the tool is coated with titanium nitride. This increases both the hardness of the surface layer of the product (by approximately 2300 HV) and its heat resistance (up to 600 °).
HSS G TiAIN
On the surface of the tool with this designation, a sputtering of titanium nitride doped with aluminum is applied. Due to this coating, the hardness of the surface layer of such a drill increases by about 3000 HV, and the thermal resistance by 900 °.








HSS E VAP
Products with this designation can be used for. Chips stick to their surface less, so they break less often and provide high quality processing.
It is not uncommon to find tools with the designation HSS 4241, which are mainly used for processing wood, plastic and aluminum products. As for the Super HSS designation, each manufacturer puts their own ideas about the quality of the tool into it.
The video shows the test of a knife made of steel grade HSS W18.
What steel are drills for metal made of and which is better
In order to choose high-quality drills that can last a long time and retain their sharpening despite repeated use, it is important to know from what types of steel such a tool is produced and what are its differences. The best metal drills are made from high speed steel HSS (common abbreviation) with the addition of a number of impurities
The price of the tool and the properties described above depend on their type and quantity.
High speed steel is characterized by high hardness, ability to resist fracture and temperature tolerance due to drilling speed. The material is alloyed with special impurities, which is indicated in the marking.
For example:
- P - reports that tungsten is present in the alloy.
- Ф is an indicator of the presence of vanadium.
- M - indicates the addition of molybdenum.
Sometimes manufacturers indicate the type of steel as a particular advantage of their product. What can such a marking tell about? Let's take a look at the popular options.
HSS-E steel drills
5-8% cobalt is added to this high speed steel. This technological solution allows them to drill stainless steel steel with tensile strength up to 1200 N / mm2. Designed for particularly heat-sensitive and difficult materials. Instead of the letter E, they may have the designation Co.
HSS-E steel drill
HSS-TiAIN steel drills
They have a three-layer coating (titanium-aluminum-nitride). This increases their heat resistance up to a temperature of 900 degrees and allows them to be used on steel with a strength of 1100 N / mm2. They are distinguished by an increased service life, exceeding other types by 5 times.










HSS-TiAIN steel drill.
HSS-TiN steel drills
The marking indicates the sputtering of the outer layer with titanium nitride. This adds strength and increases heat resistance up to 600 degrees. Suitable for making holes in cast iron, aluminum, carbon steel and alloy steel with a tensile strength of 1100 N / mm2.
Drill made of HSS-TiN steel.
HSS-G steel drills
Suitable for cast iron and various types of steel with a tensile strength of 900 N / mm2. The cutting part in them is ground with cubic boron nitride. This gives radial runout resistance and abrasion resistance. Drills made from such steel are the most common.
HSS-G steel drill.
HSS-R steel drills
It is a high-speed steel with the least durability. It can also be indicated simply without the letter R, which will mean conventional heat treatment (hardening) and roller rolling. Suitable for making holes in mild steels and cast iron.
HSS-R steel drill.
Solid carbide drills
This type of material only applies to the drill bit. It is designed for very high temperature loads and is abrasion resistant. This HHS is used for drills designed to work with titanium alloys, high temperature steels and stainless steel.
Solid carbide drills.
Characteristics of HSS steels
HSS has come to be divided into three groups:
- Tungsten (T);
- Molybdenum (M);
- High-alloy high-speed steels.
Tungsten steels are practically not used today due to the high cost of tungsten and its shortage. The most common are general-purpose steel T1 and steel with vanadium and cobalt T15. T15 is used for tools operating in high temperature and wear conditions.
Molybdenum steels have molybdenum as the main alloying element, although some contain equal or even more tungsten and cobalt. Steels with a high vanadium and carbon content are resistant to abrasion. A series of steels starting from M41 is characterized by high hardness at high temperatures (red hardness). Molybdenum steels are also used in the manufacture of tools operating in "cold" conditions - rolling dies, cut dies. In such cases, HSS steels are hardened to lower temperatures to increase toughness.
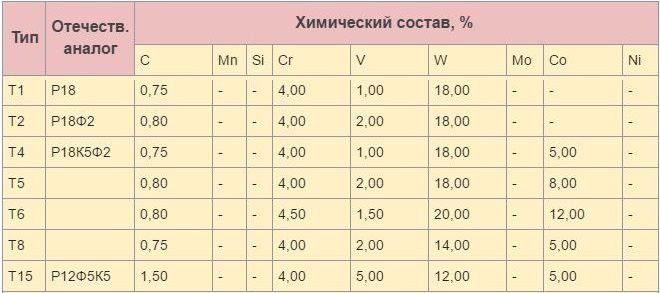
Table of common chemical compositions of HSS steels. Domestic analogues.
| Type of | Fatherland. analogue | Chemical composition, % | ||||||||
| C | Mn | Si | Cr | V | W | Mo | Co | Ni | ||
| Tungsten HSS steels | ||||||||||
| T1 | P18 | 0,75 | — | — | 4,00 | 1,00 | 18,00 | — | — | — |
| T2 | R18F2 | 0,80 | — | — | 4,00 | 2,00 | 18,00 | — | — | — |
| T4 | R18K5F2 | 0,75 | — | — | 4,00 | 1,00 | 18,00 | — | 5,00 | — |
| T5 | 0,80 | — | — | 4,00 | 2,00 | 18,00 | — | 8,00 | — | |
| T6 | 0,80 | — | — | 4,50 | 1,50 | 20,00 | — | 12,00 | — | |
| T8 | 0,75 | — | — | 4,00 | 2,00 | 14,00 | — | 5,00 | — | |
| T15 | R12F5K5 | 1,50 | — | — | 4,00 | 5,00 | 12,00 | — | 5,00 | — |
| Molybdenum HSS steels | ||||||||||
| M1 | 0,80 | — | — | 4,00 | 1,00 | 1,50 | 8,00 | — | — | |
| M2 | R6M5 | 0,85 | — | — | 4,00 | 2,00 | 6,00 | 5,00 | — | — |
| M3 | R6M5F3 | 1,20 | — | — | 4,00 | 3,00 | 6,00 | 5,00 | — | — |
| M4 | 1,30 | — | — | 4,00 | 4,00 | 5,50 | 4,50 | — | — | |
| M6 | 0,80 | — | — | 4,00 | 2,00 | 4,00 | 5,00 | — | — | |
| M7 | 1,00 | — | — | 4,00 | 2,00 | 1,75 | 8,75 | — | — | |
| M10 | 0,85-1,00 | — | — | 4,00 | 2,00 | — | 8,00 | — | — | |
| M30 | 0,80 | — | — | 4,00 | 1,25 | 2,00 | 8,00 | — | — | |
| M33 | 0,90 | — | — | 4,00 | 1,15 | 1,50 | 9,50 | — | — | |
| M34 | 0,90 | — | — | 4,00 | 2,00 | 2,00 | 8,00 | — | — | |
| M35 | R6M5K5 | 0,82-0,88 | 0,15-0,40 | 0,20-0,45 | 3,75-4,50 | 1,75-2,20 | 5,5-6,75 | 5,00 | 4,5-5,5 | up to 0.30 |
| M36 | 0,80 | — | — | 4,00 | 2,00 | 6,00 | 5,00 | — | — | |
| High alloyed HSS steels | ||||||||||
| M41 | R6M3K5F2 | 1,10 | — | — | 4,25 | 2,00 | 6,75 | 3,75 | 5,00 | — |
| M42 | 1,10 | — | — | 3,75 | 1,15 | 1,50 | 9,50 | 8,00 | — | |
| M43 | 1,20 | — | — | 3,75 | 1,60 | 2,75 | 8,00 | 8,25 | — | |
| M44 | 1,15 | — | — | 4,25 | 2,00 | 5,25 | 6,25 | 12,00 | — | |
| M46 | 1,25 | — | — | 4,00 | 3,20 | 2,00 | 8,25 | 8,25 | — | |
| M47 | P2AM9K5 | 1,10 | — | — | 3,75 | 1,25 | 1,50 | 9,50 | 5,00 | — |
| M48 | 1,42-1,52 | 0,15-0,40 | 0,15-0,40 | 3,50-4,00 | 2,75-3,25 | 9,50-10,5 | 0,15-0,40 | 8,00-10,0 | up to 0.30 | |
| M50 | 0,78-0,88 | 0,15-0,45 | 0,20-0,60 | 3,75-4,50 | 0,80-1,25 | up to 0.10 | 3,90-4,75 | — | up to 0.30 | |
| M52 | 0,85-0,95 | 0,15-0,45 | 0,20-0,60 | 3,50-4,30 | 1,65-2,25 | 0,75-1,50 | 4,00-4,90 | — | up to 0.30 | |
| M62 | 1,25-1,35 | 0,15-0,40 | 0,15-0,40 | 3,50-4,00 | 1,80-2,00 | 5,75-6,50 | 10,0-11,0 | — | up to 0.30 |
Not all analogs may be indicated in the table, since at present there may be a large number of borrowed non-hosted brands.
A cutting tool made with a tungsten (W) content will have a very useful quality for the tool - redness. It allows tools to maintain a sharp cutting edge and hardness at red-hot temperatures (up to 530 ° C). Cobalt further increases the redness and wear resistance of HSS steels.









M1. They are used for the production of drills, a wide range of applications. M1 steels have a lower resistance to redness than M2 steels, but are less susceptible to shock and are more flexible, which makes them suitable for general work.
M2. Standard material for HSS tooling. M2 has good resistance to redness and retains its cutting edge longer than other HSS steels with a lower tungsten content. Typically used to make tools for high-performance machine work.
M7.Used for drills of heavy construction for drilling in hard sheet metal. Typically used where flexibility and extended service life are equally important.
M50. It is used for the manufacture of drills that are used for drilling in portable equipment, where breakage due to bending is a problem. Does not have the same red hardness as other HSS steels with tungsten.
M35. M35 steels have an increased red hardness in comparison with M2. At the same time, cobalt somewhat lowers the shock resistance.
M42. M42 "Super Cobalt" steels have excellent abrasion resistance and good redness. They are used for work on viscous and complex materials.
Main advantages
To keep the efficiency of the workflow high, it is best to use special drilling modes, where short gears are used. Although the geometry of the drill is designed in such a way that chips do not accumulate in large quantities on the surface, it is still worthwhile to clean the product from time to time. This approach will provide higher processing accuracy.
The design of the drill has a large margin of safety, which is largely due to the quality of the high speed steel used. Among the main advantages, the following points should be noted:
- during the production of the drill, the grinding method was used, due to which a low level of friction and heating of the element is ensured;
- the element fully complies with European standards;
- pre-tilting is not required in most cases;
- Due to their high level of strength, the HSS-G DIN 338 drills are excellent for intermittent drilling.
An important advantage is the perfectly polished surface, which provides minimal friction, which has a positive effect on the service life, as well as heating the metal during long-term work. The drill can be used not only for processing steel materials, but also structures made of cast iron, non-ferrous metals and even hard plastics.
Due to the fact that the element has a conical shape, as well as a cross-cut, the level of strength and reliability is significantly increased. The probability of breakage during operation is quite low, which makes it possible to use Ruko drills for professional work.
Selection Tips
To choose the right drill, you need to pay attention to important points.
- Study the material characteristics and drill capabilities to ensure the tool meets the requirements of the job.
- Look at the color of the product. He can talk about how the metal was processed.
- steel color indicates that no heat treatment has been carried out;
- yellow - the metal has been processed, the internal stress in the material has been eliminated;
- a bright gold hue indicates the presence of titanium nitride, which increases wear resistance;
- ferrous - the metal is treated with hot steam.
- Examine the markings to find out the type of steel, diameter, hardness.
- Find out about the manufacturer, consult with specialists.
- Investigate the issue of sharpening tools.
Drills are often sold in sets, for example with different diameters. The question of acquiring such a tool requires an understanding of what purposes a drill is required for and how many options can be used.










For information on how to make a drill sharpener on a grinder, see the video below.
What are they?
Drills come in many different shapes. Each of them is applied in a specific area. All HSS drills are required for metal cutting.
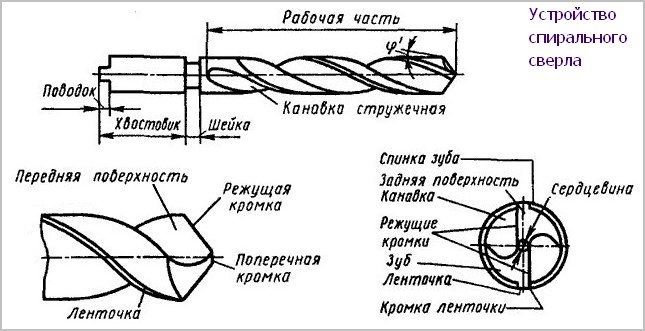
Spiral is suitable for creating holes in parts made of special alloys, wear-resistant steels, steels for structures with a strength up to 1400 N / mm2, both normal and hardened, from gray or ductile iron. It is used both in manual electric and pneumatic tools, and in metal-cutting machines.
A stepped drill is used to create holes of different diameters in different types of materials. The appearance of such a drill resembles a cone with a stepped surface.
Core drill - a hollow cylinder used to create holes in steel alloys and non-ferrous metals. Removes metal around the edge of the hole, leaving the core intact.
Features of heat treatment
The result of high-temperature processing of high-speed steels is a change in the structure of the material to obtain certain physical and mechanical properties required when working with this tool.
Annealing
HSS steel, after the rolling and forging process, acquires increased hardness and internal stress. In this regard, the workpieces are preliminarily subjected to annealing. Annealing relieves the internal stress of the material, improves machinability and prepares it for hardening.
The annealing process takes place at a temperature of about 850-900 ° C. However, one should beware of an excessive increase in temperature and holding time, because this may lead to increased hardness of the steel. Due to the low thermal conductivity of the alloy, heating is carried out slowly and evenly.
The products are loaded into the oven at a temperature of 200-300 ° C, while the subsequent heating is increased at a rate of 150-200 ° / hour. The process ends with slow cooling: first in an oven to 650 ° C, and then to room temperature in the open air.
Machine-building plants are subjected to isothermal annealing of a small number of workpieces. They are heated to 880-900 ° C for a short time, and then transferred to an oven with a temperature not exceeding 720-730 ° C for 2-3 hours. To protect against the appearance of excessive internal stresses, the workpieces are cooled in a furnace to 400-450 ° C, and then left in the open air.
Conventional annealing takes longer than an isothermal process. Subsequently, the workpieces undergo mechanical processing, and then the tool is subjected to the final heat treatment process - quenching and tempering.
Hardening
Tools made of high speed steel are hardened at temperatures above 1300 ° C. After the quenching process, repeated tempering occurs at 550-560 ° C. This temperature is necessary to dissolve a large amount of carbides in austenite to obtain high-alloyed austenite.










Upon further cooling, a highly alloyed martensite is obtained, which contains a large amount of tungsten, vanadium and chromium. Martensite does not decompose during heating up to 600 ° C, which gives high-speed steel a red hardness.
To obtain high red hardness values, the temperature during hardening must be very high. However, there is a limit, with an increase in which in high speed steel, rapid grain growth begins and melting occurs.
Vacation
Hardened high speed steel is required to pass the tempering process. At a temperature of 550-560 ° C, a multiple process is carried out at intervals of 1 hour. The purpose of tempering is to convert austenite to martensite. High speed steel goes through two internal processes:
- On heating and subsequent tempering, crushed carbide is released from the retained austenite. As a result, the alloying of austenite is reduced, which facilitates easy transformation into martensite.
- During cooling at 100-200 ° C, martensite is obtained. This also relieves the internal stress generated during hardening.
Nowadays, most often in factories, the process of accelerated tempering of steel is used, which takes place at elevated temperatures.
