Drill marking for metal
Drill bits for metal are marked by their diameter, as well as by where they were made. The following rules and features can be noted:
- Drills with a cross section of up to 2 mm are not marked.
- Drills with a diameter of 2-3 mm - on them you will find designations of the steel grade and section.
- From 3 mm - such data as the section, the metal grade, including additional substances in the alloy, the imprint of the manufacturer are applied.
Domestic manufacturers are limited only by these labeling rules. If you decide to buy metal drills of imported brands, you will find more detailed information on quality products:
- name of the country of manufacture;
- the trademark of the company;
- grade of steel or alloy;
- section and size of the drill;
- recommendations for use - metal that can be processed with one or another drill;
- accuracy class.
Alloys, marking, purpose of drills for metal
You can figure out which drill you need on your own if you know what kind of metal you need to drill. Manufacturers' recommendations are as follows:
- HSS-R and HSS-G. Drills for metal with this marking are intended for processing:
- steel - cast, cast under pressure, alloyed, carbon steel with strength up to 900 N / mm²;
- metal alloys - aluminum, cupronickel, graphite, bronze, brass;
- cast iron - gray and malleable.
- HSS-G Co 5. If the drill has this mark, the strength index is then limited to 1100 N / mm². They are appropriate to use for steel:
- stainless;
- carbon;
- thermally improved;
- acid and heat resistant;
- alloyed;
- not heat resistant.
- HSS-G TiAN / TiN. For the manufacture of tools from this type of metal, titanium-aluminum-nitride sputtering is used. As a result, the surface becomes resistant to corrosion, cuts metal perfectly and can remain in its original form for a long time. They are suitable for machining alloys of various origins with strengths up to 1100 N / mm². The list of recommended metals includes:
- cast iron - gray, with spheroidal precipitates of steel, graphite, malleable;
- alloys - cupronickel, brass, bronze;
- cast steel, including under pressure.
In addition to these grades of steel, other metals are also used for the production of drills:
-
Cobalt. Due to the inclusion of this element in the alloy, the tool acquires high strength characteristics, resistance to deformation under mechanical and thermal effects. Therefore, they are even suitable for drilling holes in carbide metals, tough alloys and non-ferrous metals. Cobalt drills for metal are more expensive than conventional drills, but they are not difficult to find today - many manufacturers of construction tools produce whole series of such models.
- Solid carbide drills for metal. This group of products is presented in a separate line, and the composition of raw materials for the manufacture of such drills may differ from different manufacturers. The main advantages of such a tool are the ability to process metal of great thickness, from the strongest and hardest alloys, has a very sharp, one-sided sharpening angle, which greatly simplifies the course of work.
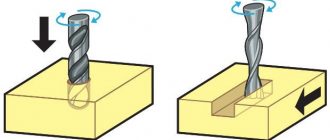
Benefits of core drills
Core drills for metal, when compared to conventional core drills, have a number of advantages.
- The design of the annular is designed in such a way that the hole is cut along its contour, which does not require equipment with a high power drive.
- By drilling with an annular cutter, holes with high internal surface roughness can be produced. This is not always possible with a classic tool design.
- Core drills are installed on various types of equipment. In particular, they are used not only on drilling, but also on milling and turning machines.
- Drills of this type can be used in combination with other tools, that is, they can be used for multi-tool processing.
- The area of contact of the cutting edges of the core drill with the workpiece is quite significant.
- In one pass, the core drill allows you to remove a large amount of workpiece material.
- Recycling the processed metal into shavings requires significantly less energy and power of the equipment used.
- Due to the fact that annular cutters are made from, drilling with their help is performed with high productivity.
- The drilling process is carried out not only at high speed, but also with exceptional precision.
- This type of tool is highly economical and ergonomic to use.
- Annular cutters create a minimum amount of noise during processing.
- The high productivity of using such a tool is also provided by the presence of a large number of cutting edges on its working part.
An annular drill allows to obtain through holes in metal products, the diameter of which is in the range of 12–150 mm.










Advantages and disadvantages
Core drills are widely used in metalworking due to the combination of a number of positive properties, among which the following can be distinguished:
- With the help of this tool, holes with a diameter of up to 200 millimeters can be obtained using simple equipment. While conventional twist drills cut metal along the entire section of the hole, crown drills only cut it around the perimeter. Accordingly, the amount of metal to be cut is significantly less. Therefore, there is a significant saving in energy spent on work.
- When drilling large holes with conventional drills, pilot grooves of small diameters must first be made. Then, the entire volume of material inside the future hole is processed into chips. The core drill completes the hole in one operation and much faster. Thus, their use leads to savings in work time and increases the productivity of the process.
- The configuration of the cutting profile of the crown drill is conducive to obtaining high roughness values of the inner surface of the hole. It is very difficult to achieve this surface finish with conventional drills. For this, it will be necessary to additionally process the metal using other technological machining operations.
- HSS metal hole drills will last a very long time because they can be sharpened repeatedly. Moreover, the cutting edges can be restored as long as the gradually decreasing length of the tool allows it. Of course, the cutting profile of the teeth has a rather complex configuration, and therefore the correct sharpening requires a certain skill of the master or the presence of a drawing that can be guided by.
- With hole drills, you can drill holes not only on flat surfaces, but also in parts with complex curved surfaces. Working with twist drills in such cases involves many preparatory operations and the use of various tricks. With crowns, you can easily drill pipes. Large diameter pipes that cannot be fitted into the machine can be easily machined with magnetic drilling machines with a core drill installed in the chuck. HSS drills are well suited for this.
- Due to their design, drill bits are significantly lighter than conventional tools. This difference is especially large at large diameters. The low weight makes it possible to work with core drills on small drilling machines and even on hand-held power tools.
- It is much easier to carry out a machining operation with a metal core drill than with a spiral tool. This tool, even without preparatory operations, is well centered and allows you to get an even hole perpendicular to the surface.
- When installed on machine tools, special prefabricated core drills, it is easy to achieve good cooling and lubrication of the tool. The coolant lubricant is supplied to the machining zone through an internal hole in the tool, and therefore enters the cutting edge in sufficient quantity.
Despite the huge number of the above advantages, the metal core drill also has several significant disadvantages, among which the following two can be distinguished:
- With this tool, only through holes can be obtained in the metal. To make blind holes, you will have to use a different cutting tool.
- The most common core drills are core drills, the cutting part of which is made of fused carbide teeth. Such a tool does not lend itself to sharpening the teeth, and therefore, after its cutting properties have deteriorated, it becomes unusable.
Peculiarities
Drills for machine tools are cutting tools. They are used to drill new holes and increase the diameter of existing ones. Drills for machine tools are manufactured in accordance with regulations and documents for a specific technology.
This tool has a number of features, including:
- high coefficient of strength and reliability;
- high level of resistance;
- corrosion resistance;
- are made of quality materials, among which there are many different alloys and, of course, steel, which is called "high-speed", but not any steel is suitable, namely grades P18, P9, P9K15.


To increase the service life of the drill, during the manufacturing process it is coated with special compounds.
- Oxide film. This coating increases the coefficient of resistance of the product to heat during friction.
- Diamond coating. One of the most durable, it is used to process products intended for drilling in hard and very durable materials, such as stone or porcelain stoneware.
- Titanium coated.


Drills for machine tools differ not only in technical parameters, but also in color, which indicates the way the product is processed.
- Gray. Indicates that the product has not been treated in any way. It does not have good technical parameters and a long service life.
- Black. At the final stage, the product was treated with superheated steam.
- Yellow. There was a special treatment, the main purpose of which is to relieve internal stress. Very strong, high quality and durable product.
- Golden. It says that the alloy from which the product was made contains titanium and nitride, several stages of processing have passed. These drills are the strongest and most stable.
Features of drilling with carbide teeth
The drill bits with carbide teeth can be used on portable and stationary machines. They excellently drill chrome-nickel steel and regular steel. Carbide drill bits are heat resistant and are specially designed for high speed drilling.










When using drill bits with carbide teeth, follow these guidelines:
- Not used when power feed is on when drilling on stationary machines.
- Cannot be used with SDS + hammer drill enabled.
- Do not tilt the bit in relation to the material during the drilling process
- Always use cutting fluids
- Wear protective goggles only
Instructions for use
Draw the point of the future hole. Place the center drill at the marked drilling point.
Use light pressure during the drilling process until the centering drill goes through. Do not press too hard to avoid damage (when the center drill goes through). Do not tilt the crown
Advice
Slide a plastic or metal tube over the centering drill; the bit should be longer than the drill bit.
When the drill goes through, the tube will rest against the surface and the teeth will not hit the material.
Then you can drill without a drill bit.
When drilling sheet metal: Leave a free space under the sheet metal so that the bit can go right through.
When you are drilling pipes: only drill a well-anchored pipe.
Standard speed values
For low power machines with a strong deceleration, the values should be increased by about 30% (or reduce the load). If there is no constant contact between the teeth of the crown and the material being drilled (for example, when drilling pipes or profiled sheet), the drilling speed can be increased relative to standard values. After all the teeth of the bit touch the plane of the drilling, the speed must be reduced again.








If the speed is too low, the smoothness of rotation is reduced, which can lead to tooth breakage.
Swarf removal
Remove the swarf from the hole to be drilled by lightly lifting and rotating the drill bit. This provides a better supply of coolant lubricants, which extends tool life.
This is very important especially when you are drilling thick materials (up to 20 mm) with heavy-duty drill bits, such as Karnash art. 20.1130
Instructions for use on a hand drill
The larger the drill bit diameter, the greater the likelihood of an accident. We recommend using bits with a maximum diameter of 35 mm for hand drills. Use stationary machines for drilling large diameters.