Oval machine
The processing and cutting of thick-walled profiles, as well as sheets with a thickness of more than 2 mm - this is the field of application of the angle grinder. Usually the work is carried out with the support of the hand. Anyone who frequently cross-cuts products is advised to purchase a suitable stand.
Rigid fastening
Cutting material with a machine requires some skill and can only be done with special grinding wheels. The work piece must be securely fastened. Do not tilt the machine during operation.
Security
The angle grinder may only be used with protective goggles, gloves and non-flammable clothing. You can use a dust mask and soundproof headphones. If work is carried out in closed rooms, then flammable substances should be isolated, as arcing occurs during cutting.
The angle grinder can cut the thickest profile material. The capabilities of the machine are limited only by the diameter of the cutting wheel.
Chisel
Jobs such as punching holes in thick plates, chopping off rusty nuts, or chopping through thick wires are best done with a chisel.
The blade of the tool should have a sharpness angle of 40-60 degrees, be sharply sharpened and well hardened. If the cutting edge becomes blunt or deformed after a few strokes, the tool is clearly unsuitable for further work.
The most used are flat chisels and crosscutters. The cutting section of the flat chisel is the same width as the handle. In the Meisel cross, the blade is located across the handle and is much narrower. To cut out curved openings, the blade can be sharpened slightly along the edges, giving it a convex shape.
Observe safety rules
Wear safety goggles when working with a chisel: Bouncing metal pieces can seriously injure your eyes! It is also necessary to work on a thick (15-20 mm) steel lining and be sure to use gloves.
The chisel is placed on the marking line with a slight slope - under the blow of a hammer, the blade cuts through the material.
How to make a band saw for metal with your own hands
In hardware stores, band saws are quite expensive. With minimal skills, you can make the tool yourself. Some of the parts can be made by hand from recycled materials, and the missing parts can be purchased in the store (they have a low cost).

Materials and tools
Before starting work on the manufacture of a hand-held band saw for metal, it is necessary to prepare the necessary materials and equipment:
- grinder;
- screwdriver;
- grinding device;
- consumable accessories (electrical tape, glue-moment, fasteners, etc.);
- hand tools (screwdrivers, screws, knife, scissors).
To assemble a machine from scrap materials, you need to find:
- wooden panels (will be used under the base and countertop) - if chipboard is used, then several layers must be glued to ensure the necessary strength indicators;
- channel, steel rods (required at the stage of creating the basis for tensioning the rotating axes);
- rubber (bicycle or tire tubes) - will be used to secure the cutting band to the pulleys;
- belt (useful for rotating discs);
- waterproof plywood with a thickness of 10 mm (will go for the manufacture of a protective cover);
- motor and wires (the choice depends on the required power of the device).
Rules for choosing a tape blade
- When buying a cutting blade, look at the edge: all the teeth should be the same, evenly spaced from each other;
- Choose a canvas that can be sharpened again;
- Determine the required type of component depending on the format of work:
- bimetallic - used when cutting durable materials, characterized by increased strength (the tool will last a long time, the saw is resistant to tears and tension);
- diamond - designed to work with marble, granite, quartz, stone;
- carbide - needed for sawing cast iron and titanium, can be used when processing complex workpieces;
- made of tool steel - a classic blade, suitable for one-time work with wood and metal, is the least expensive.
Step-by-step instructions for making a hand-held band saw for metal
- Determine the intended purpose of using the machine, the required dimensions of the tool.
- Download from the Internet or make a drawing of the device yourself.
- Prepare your workplace, tools, materials.
- Make pulleys: you need plywood or chipboard, the recommended diameter is 24-26 cm.
- The pulleys must be sanded and pasted over with rubber on the inside.
- Make a vertical axis: you can use a metal channel or sturdy types of wood.
- Prepare the base of the base (any stainless steel will do).
- Insert bushings on both sides of the base, on which you fix the pulleys (item 4). The pulleys must be level and not tilted.
- If available, install a damper (under the table top): it will minimize vibrations and vibrations during machine operation.
- Fix the motor, ensure its firm connection with the rotating part of the tool (item 5).
- Assemble the countertop from the existing wooden panels, if desired, cover it with an insulating layer. Place the worktop on a sturdy, stable foot.
- If in work you need to make straight longitudinal cuts, then you need to install guides.
- Install an adjustable lubrication system above the table top: the oil should flow by gravity onto the saw blade (the amount is established experimentally during the operation of the machine).
- Attach a protective cover to the upper pulley: it is necessary to prevent the saw blade from slipping. The cover should cover the entire engine and electronics to prevent sawdust from entering the mechanism.
- If you doubt that the engine will cope with large volumes of work, then it is better to install a residual current device (RCD).
- Cut off all sharp corners, sand the surface of the tool.
- Install the band blade, tightening it as much as possible (chain slack is not allowed). The tape should be located strictly parallel to the base so that the canvas does not come off.
- Carry out a test run of the machine, make a test cut of a thin sheet of steel or metal.

Features of the choice of a band saw
Before choosing one or another model of a band saw for metal or other material, remember that for use in large industrial production for frequent use it is best to take the more expensive option with high strength indicators. But for home irregular use, a cheaper option with standard strength indicators will be enough.








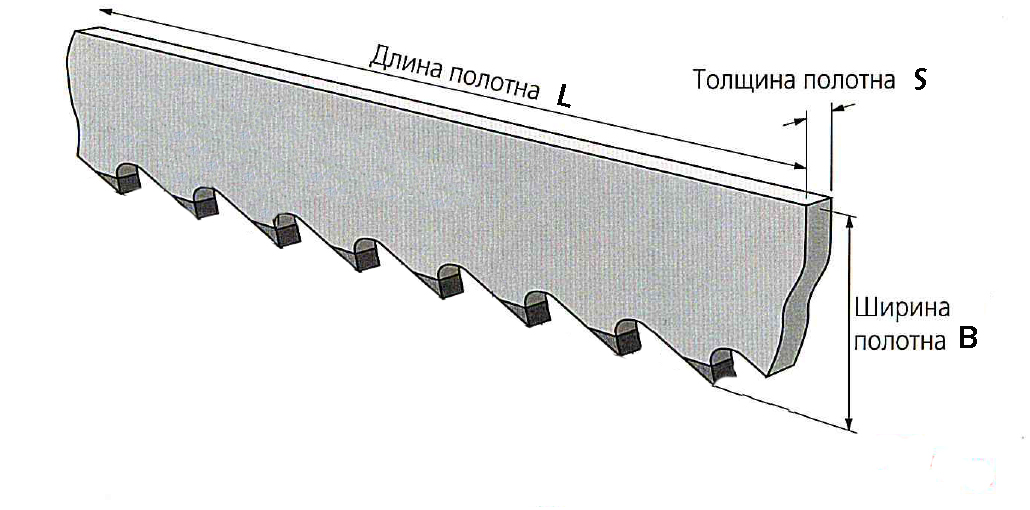
Saw selection by size
The length and width of the tool must also be selected depending on the conditions of use. So, you need to correlate the instruction of the equipment with the parameters of the cutting tool.
If such data is not included in the saw certificate, then consider the following:
- the cut will be smoother if the saw blade is wider;
- when working with rough metal workpieces, the thin saw blade deforms quickly;
- the smaller the thickness of the metal you are sawing, the more likely the parts will deform if the saw is too thick;
- to perform contour or curly cutting, you need to correlate the width of the cutting element and the ability to cut the metal at the required angle.
Saw widths most often range from 14 to 80 mm. The most optimal option is about 40 mm.
Selecting the Right Band Saw Teeth Parameters

- the more teeth, the better the cut of metal with thick walls will be;
- and if there are fewer teeth, then the load on the entire area of the saw blade is reduced;
- when cutting metal, the stress is distributed evenly over the entire surface of the saw with a large number of cutting edges.
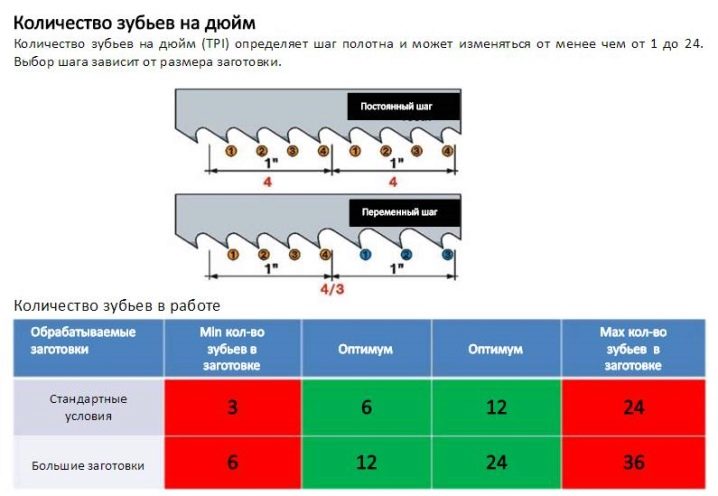
In most cases, the number of teeth on a band saw varies from 3 to 24.
You also need to take into account not only the number of teeth, but also their sizes. Selection recommendations will be as follows:
- larger teeth will be able to make deep cuts, for example, they are best taken for cutting tree trunks;
- for cutting thin-walled metal sheets, it is best to have a low cutting edge.
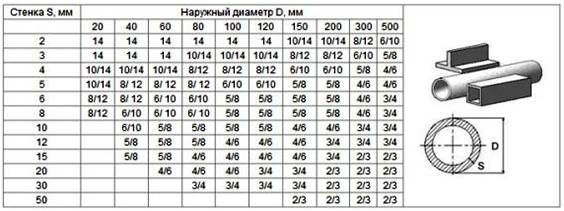
Also, the pitch of the teeth must match the size of the counterpart located on the machine. More efficiently, the step requirements are as follows:
- when forming a thin metal sheet of small size, choose a constant coarse step;
- for cutting large canvases, you need to choose models with a private and even placement of teeth;
- for processing soft materials of different nature, take a variable tooth, while the saw does not clog and the speed of work will be greater.
Also, an important parameter is the setting of the teeth. It affects the quality of the work itself and the level of vibration. You need to make a choice according to the following recommendations:
- corrugated profile suitable for thin metal or small workpieces;
- a standard profile, where all the elements of the cutting edge are evenly placed on both sides with one additional tooth in the center, is used for cutting bulky metals, for contour cutting or for installing a vertical machine;
- the variable profile has a pair of teeth on the right and left. The cutting efficiency in these models is higher, and the load on the cutting element is lower. Accordingly, the cost of such models is much higher than conventional ones.
Saw sharpening quality
Be sure to pay attention to the quality of its sharpening when choosing a band saw. You can check this parameter like this:
- check the teeth for sharpness;
- make sure that the material of construction is uniform;
- check how straight the line is on the cutting edge.
Also, when choosing the most suitable saw model for you, be sure to clarify whether it is possible to re-sharpen the saw, if necessary, and also how many edge renewal cycles exist for a particular band-type saw model.
What to consider when choosing a band saw?

First of all, you need to decide on:
- what are the volumes of upcoming work;
- how often the use of the band saw will be required;
- what kind of materials will need to be sawed;
- what should be the quality of sharpening of the teeth, their shape and size, as well as the size of the blade;
- products,
which manufacturer you are interested in.
With the right choice of band saw you will get:
A) straight cut lines;
B) absence of vibrations during work;
C) a guarantee against cracks or chips.
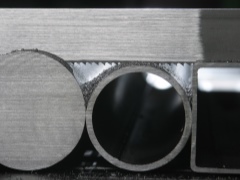
Depending on which material a particular saw is designed to cut, it is considered a cutting saw:
- stone;
- metal;
- wood;
- synthetic materials.
Band saw price depends on the purpose and type of blade.
For the production of saws, both ordinary carbon steel and its hard alloys are used. In addition, there are bimetallic blades, as well as blades with teeth with carbide brazing.




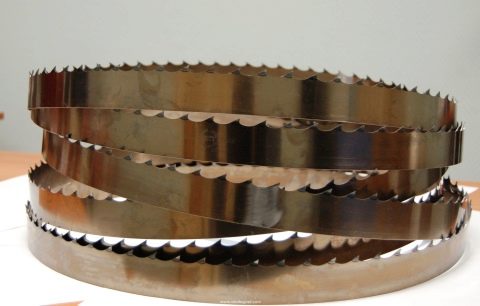




Band saw blades (which are often supplied either as coils or as belts welded together) typically range in width from 13 to 80 millimeters. But for machines with a vertical cutting method, saws are produced with a smaller (up to six millimeters) width.
Taking into account the variety of areas of application of band saws, a classification of their blades by types has been developed:
- Bimetallic blade M42 - used for cutting materials from carbon steel or low-carbon steel.
- Bimetallic blade M51 - used for cutting materials made of high-carbon steel or alloys.
- SP bimetallic blade - is the choice for cutting high temperature and exotic alloys.
- Tungsten carbide blade, type TST - recommended for cutting materials from special hard alloys, as well as with a heterogeneous structure.
The dimensions of the blade (its width and length) are selected depending on the model of the machine for which it is intended.
In addition, you need to know that:
A) a thin blade can deform when cutting thick workpieces;
B) the wider the saw blade, the smoother the resulting cut will be;
C) the thinner the workpiece being cut, the more likely it can be bent when using a very thick saw;
D) if it is necessary to cut along the contour, then it is necessary to choose the width of the blade depending on the turns at the desired angle required during operation.
Criterias of choice
There is no one-size-fits-all product that can satisfy all customer needs
Therefore, when buying, you will have to pay attention to a number of points. For example, the width must be selected based on the type of work
It varies in the range of 14-80 mm. The standard is considered to be 31-41 mm models. In order not to get confused, you can refer to the instructions for the existing machine. As a rule, it always indicates the main characteristics of the desired canvas. By following the specific parameters, you can purchase the right option, thanks to which the machine will work with high productivity.

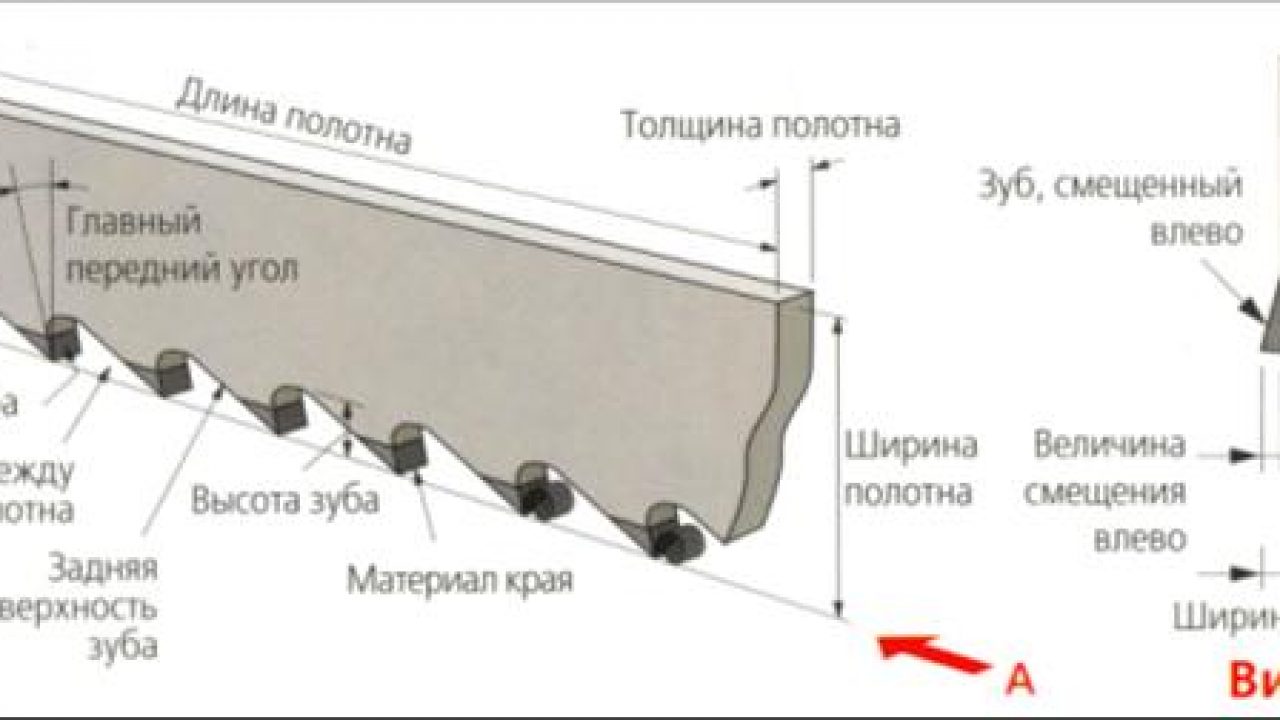
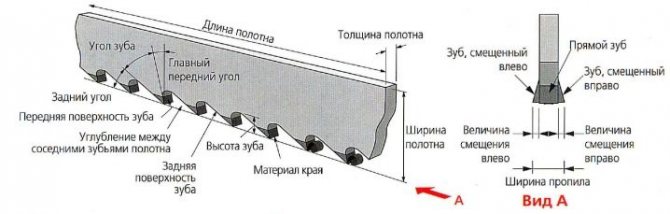
Tooth type
The teeth of the cutting band have a special arrangement. It is not straight, but deviated to the sides from the plane of the main belt. The type of such an arrangement is called a wiring, which can be different. Today it is divided into three types: straight, wavy and alternating.








The alternate deflection of the teeth to the right and left sides allows for a wider cut. This prevents the tape from getting caught in the workpiece being processed. More often today they buy canvases in which the layout is as follows:
- right, straight, left;
- right, left in turn;
- wave with a change in the angle of inclination of the tooth.

Blades of the first type are used in work with packages of solid blanks, pipes and profiles. The second option is considered universal, however, as practice shows, it shows itself better when working with soft metals. The third type of wiring is used when working with thin-walled pipes and small-sized workpieces.
The form
The shape of the teeth of the band blades also varies. The developed standard solutions allow you to choose an option, taking into account the needs of the buyer.
- The NORMAL serrated edge is positioned upward in relation to the blade. This form does not have a chamfer; it is used when cutting high-carbon steel parts.
- The HOOK has a 10 degree front tilt. Solid rods of different sections made of alloy steel can be cut with such teeth. Also, this blade can cut thick-walled workpieces.
- The RP version is characterized by a 16-degree incline of the cutting edge. Blades with this form of teeth are bought for working with non-ferrous alloys. You can also use such a tape for cutting difficult-to-cut grades.
- The MASTER form is considered universal and the most common.Its slope of the chamfer can be 10 and 15 degrees, there is also a grinding of the longitudinal edge, which allows you to reduce the roughness of the machined edge.
Blades for metal band saws can also differ in the number of teeth. The choice of the pitch directly affects the quality of the cut. With a constant pitch, the number of teeth can range from 2 to 32 per inch. In this case, the greater their number, the smaller should be the cutting thickness of the workpiece. In analogs with a variable pitch, the number of teeth varies in the range from 2 to 14 per 1 inch. The choice of the correct tooth pitch is selected taking into account the thickness of the walls of the pipes and profiles, with which you will have to work in the future.
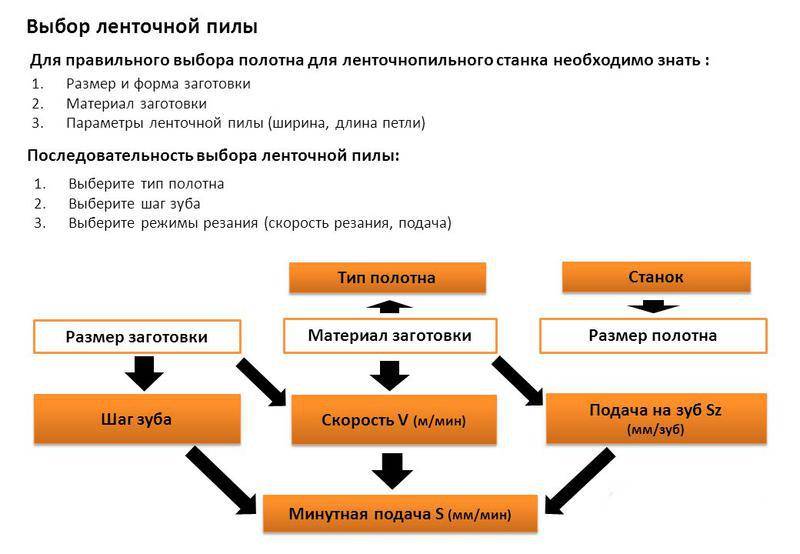
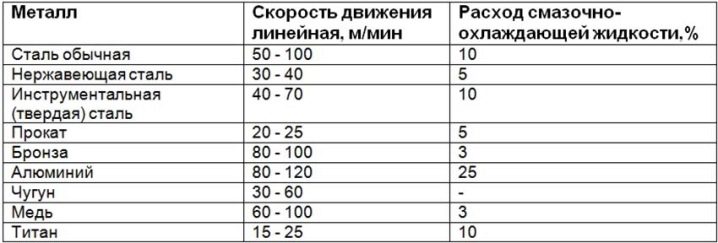
Cutting speed
The cutting mode will depend on different parameters. One of them is the processed material. You will have to take into account the steel group and alloy, as well as the size of the part itself and the tooth pitch. Here you will have to choose a specific brand, since this factor also determines the quality and efficiency of the canvas.
The rotation speed of the belts is not the same, sellers will indicate this when buying
It is also important to decide on the feed rate of the band, since ideally each saw tooth should cut a chip of a specific thickness. Each machine has its own set speed, and therefore you will have to select the desired value based on this
Of course, you can go experimentally, buy a tape and look at its efficiency already on shavings. However, it is better to initially select the desired option, because the quality of the work performed directly depends on this. In addition, it is important to understand that the performance of the web and its resource are not endless.
Belt speed and feed are considered key criteria. Based on them, they select the modifications of the canvases, the pitch of the teeth, and the setting.









Saw band speed.
The cutting mode is determined by several parameters, first of all, this is the workpiece material. It is necessary to take into account which group of steels and alloys it belongs to. You also need to know the size of the workpiece to be processed and choose the right tooth pitch.
At the same time, it is of no small importance which company produced the canvas. Bandsaw sellers give recommendations for choosing the optimal band saw speed for a particular type of equipment
The equipment produced by the American company JET has proven itself well - models with the VS index are equipped with a stepless speed variator, which makes it possible to optimally select the cutting speed for a specific group of material. In addition, these machines are equipped with a built-in strain gauge to control the tension of the saw, which is also important for increasing the life of the saw.
Determination of the saw blade feed speed. Optimal cutting requires each tooth of the band saw to cut a certain chip thickness. In practice, the feed is selected according to the recommendations of the equipment manufacturers or according to the type of chips that are obtained during cutting. For thin or dusty chips, increase the blade feed speed or decrease the cutting speed. Lightly curling chips indicate the correct cutting mode. Thick or blue chips indicate excessive feed rate, or increase cutting speed.
Burgundy
Donut: donut, donut, donut. "Flare". Burgundy, burgundy Bark and bark Donut 150 donut Burgundy, bark, bark, bump . SINK, BUTTER, BUTTER, BUTTER ¸ ÑÐ ° Ð ± оÑÐμ по ÑÑÐ ° Ð »Ð¸ Ð'овол Ñно вÐμÐ »Ð¸Ðº.
Burgundy and burgundy breeze Wiggle box. Line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line, line Rose, Rose, Rose, Rose, Rose, Rose.