Classification
- The quick-change drill chuck is used with an exchangeable sleeve for taper shank drills;
- The safety chuck for tapping in blind and through holes has a more complex structure. It consists of clutch cams, driven half clutches, main cam clutch, spring and adjusting nut. It is used as a holder for pickers.
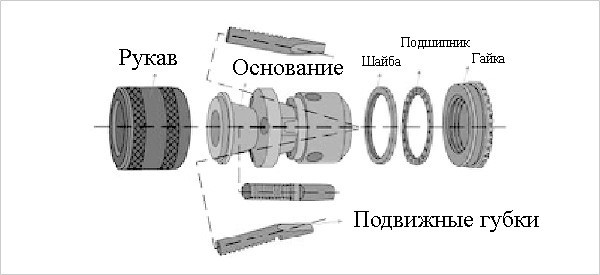
- The drill chuck consists of a shank connected to a cylindrical part. A split bushing is located between the clamp and the shank inside the chuck.
- The two-jaw drill chuck grips the drill through internal spring-retained engagement at the top of the chuck. This explains its peculiarity of use for thin drills and use with small loads on the drill.

Only drill chucks with a key that have a Morse taper have the corresponding requirements in accordance with GOST 8522-79, having met an indication of GOST compliance with the size of the Morse taper used for a given size can be determined from the table. The keyless clamp does not have a cone, but unlike its counterpart with a key, it has an internal thread, the range of which must be indicated in the marking.
Three-cam
The marking most often looks like this (on products of Russian manufacturers):
- PSK 3-16 speaks about the range of drill diameters in mm;
- KM B12; B16; B18 - indicating a Morse taper of the connecting hole;
- GOST 8522-79 - such a designation in the marking unambiguously indicates compliance with all parameters in the table compiled in 79.
The marking on the quick-clamping tool only indicates the size of the internal thread and the range of diameters of the drills to be clamped.
The three-jaw chuck for a drilling machine, with fixing the drill with a key, meets not only GOST 8522-79, but its Morse taper meets the standards of SEV 148-75. What makes the drill chucks produced in Russia in accordance with GOST 8522-79 suitable for drilling machines of foreign manufacturers operating in accordance with international standards.
Dimensions in accordance with GOST 8522-79 are strict guidelines for the conformity of the standard size in the clamping range and permissible radial runout. At the same time, compliance with the basic parameters is not an indication of a specific design. Drill chucks can look differently:
- by the shape and length of the working part;
- the presence or absence of a plastic protective case;
- the method of fastening the main parts of the cartridge to each other,
- alloy color.
The Morse taper changes upward as the size number increases. Radial runout tolerances change with dimension.
For example, B16 Morse taper has drill chucks of 10 and 13 standard sizes. These numbers correspond to the upper parameter of the drill clamp, the lower one is set by GOST 8522-79. Chuck No. 16 is manufactured with Morse taper B18 according to the same table. Its minimum clamp is 3 mm, the maximum is 16 mm.
Keyless chuck must be selected in accordance with the dimensions of the fastening hole and thread of the machine. Key chucks, thanks to the Morse taper, have an advantage. Taper adapters allow chucks with a smaller or larger Morse taper to be installed on the machine, expanding the capabilities of the machine.
The most durable keyless chuck, but also the most expensive, is the precision quick-change chuck. It is ideal for a high speed machine. Taper shanks make the precision keyless chuck a versatile tool.
PRECISION QUICK CHANGE
- Made in Germany.
- The runout of the fixed tool is less than 0.040 mm.
- Landing surface B16.

| Model | mm | rpm | vendor code | PRICE | Availability |
| B16 | 1-13 | 6000 | 305 0656 | 4 738 | in stock |
| B16 | 3-16 | 6000 | 305 0657 | 4 124 | in stock |
UP
- The runout of the fixed tool is less than 0.050 mm.
- Morse taper shank.

| Model | mm | rpm | vendor code | PRICE | Availability |
| Morse 2 | 0-8 | 6000 | 305 0582 | 7 434 | in stock |
| Morse 2 | 1-13 | 6000 | 305 0572 | 6 431 | in stock |
| Morse 2 | 1-16 | 8000 | 305 0571 | 7 375 | in stock |
| Morse 3 | 0-13 | 6000 | 305 0585 | 9 558 | in stock |
| Morse 3 | 1-16 | 6000 | 305 0573 | 7 493 | in stock |
| Morse 4 | 1-13 | 6000 | 305 0587 | 10 561 | in stock |
| Morse 4 | 1-16 | 6000 | 305 0574 | 7 493 | in stock |
| Morse 4 | 3-16 | 6000 | P17514 | 6 567 | in stock |
UP
SELF-CLAMPING DRILL CHUCK "CPC"
| Model | mm | rpm | vendor code | PRICE | Availability |
| AT 10 | 0.5-8 | 6000 | P 33182 | 2 112 | in stock |
| AT 12 | 1-10 | 6000 | P443182 | 2 242 | in stock |
| B16 | 1-13 | 8000 | P3251 | 3 000 | in stock |
| B16 | 1-16 | 6000 | P39993 | 3 200 | in stock |

| Model | mm | rpm | vendor code | PRICE | Availability |
| B18 | 3-16 | 6000 | P61121 | 2 320 | in stock |
| B22 | 5-20 | 6000 | P79893 | 2 400 | in stock |
UP
SELF-CLAMPING DRILL CHUCK

Shank - 7: 24-40NT (ISO40) (DIN 2080, GOST 25827 isp. 1) for machines without CNC
| Model | mm | rpm | vendor code | PRICE | Availability |
| ISO40 | 0.5-8 | 6000 | P16514 | 4 222 | in stock |
| ISO40 | 1-10 | 6000 | P26514 | 4 242 | in stock |
| ISO40 | 1-13 | 8000 | P36514 | 4 000 | in stock |
| ISO40 | 1-16 | 6000 | P46514 | 5 200 | in stock |

Shank - 7: 24-40BT (MAS 403) for CNC machines
| Model | mm | rpm | vendor code | PRICE | Availability |
| 7: 24-40BT | 0.5-8 | 6000 | P56514 | 4 222 | in stock |
| 7: 24-40BT | 1-10 | 6000 | P66514 | 4 242 | in stock |
| 7: 24-40BT | 1-13 | 8000 | P76514 | 4 000 | in stock |
| 7: 24-40BT | 1-16 | 6000 | P86514 | 5 200 | in stock |
UP
ADAPTER BARS FOR DRILL CHUCKS
| Model | mm | vendor code | PRICE | Availability |
| KM1 / B10 with foot | — | P98723 | 436 | in stock |
| KM1 / B12 | 6x1 | P40313 | 126 | in stock |
| KM1 / B12 with foot | — | P78892 | 456 | in stock |
| KM1 / B16 with foot | — | P09723 | 521 | in stock |
| KM1 / B18 | 6×1 | P50313 | 432 | in stock |
| KM1 / B18 with foot | — | P88892 | 530 | in stock |
| MK2 / B10 | 10×1.5 | P27723 | 306 | in stock |
| MK2 / B10 with foot | — | P19723 | 620 | in stock |
| MK2 / B12 | — | 60313 | 320 | in stock |
| MK2 / B16 | 10×1.5 | 305 0670 | 973 | in stock |
| MK3 / B16 | M12 | 305 0669 | 1 298 | in stock |
| MK4 / B16 | M16 | 335 0304 | 1 000 | in stock |
| ISO30 / B16 | M | 335 2069 | 3 200 | in stock |
| ISO40 / B16 | M | 335 2070 | 3894 | in stock |
UP
TURNING CHUCK WITH INTEGRATED CONE MORSE-2, MORSE-3
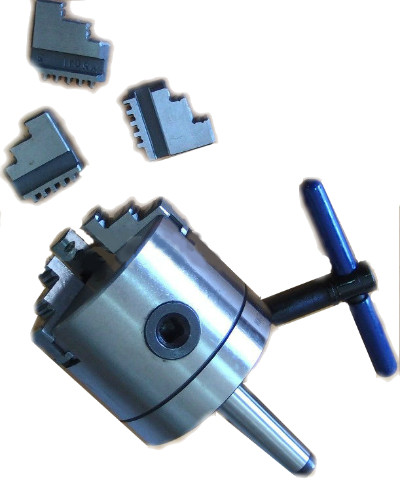
Can be used in cases
1.As a lathe chuck for milling machines For fastening to the spindle of a milling machine, for clamping non-standard tools (for example, milling cutters with a shank diameter larger than the collet diameter) And when installing the turning tool on the coordinate table of the machine (for example in a vice) and clamping the workpiece in the chuck , it becomes possible to perform turning and boring works on a milling machine.










2.For clamping a non-standard tool or workpiece in the tailstock of a lathe
For turning or boring work.
Reverse cams included
| Model | Cone | vendor code | PRICE | Availability |
| 80mm | KM2 | K344 | 8 830 | in stock |
| 80mm | KM3 | K345 | 8 830 | in stock |
| 100mm | KM3 | K345 | 8 350 | in stock |
| 100mm | KM2 | K347 | 9 350 | No |
| 125mm | KM5 | P79835 | 11 510 | in stock |
UP
UNIVERSAL CARTRIDGE "QWER" from 0-15mm
The runout of the fixed tool is less than 0.060 mm.
Powerful rack and pinion mechanism provides a secure fit
- Steel fixing jaws that fit into each other along the entire length of the chuck like guillotine scissors.
- Landing VT-16 on any cone
- the principle of operation is similar to that of a 4-jaw self-centering lathe chuck, clamping the tool with 4 points.
- Front view
- Universal chuck 2-jaw
- It can be used in cases:
- 1-clamp of non-standard workpiece or rod 0-15mm
- 2-taps clamp with square, round, hex shank
- 3-clamp machining tool
- APPLY IN LATHE AND MILLING MACHINES
| Model | Cone | vendor code | PRICE | Availability |
| 0-15 mm | BT16 | K3440 | 5 800 | by order |
Key included
UP
PAGES TO VIEW
How to choose a collet chuck
The first thing to consider when choosing such a chuck is its attachment to the spindle. It can be installed directly on the spindle using a suitable adapter or screwed onto the thread.
Then we look at the dimensions of the flange. The diameter of the flange for the connection or the parameters of the Morse taper will help here. If you do not know these indicators, then you will not be able to find the required cartridge, and therefore, there will be no opportunity for high-quality operation of your tools.
And finally, the number of cams in the tool. Depending on the purpose of the tools, they can have from two to six cams per set. You can also pick up a tool hard or soft alloy, for certain types of work, with different technical characteristics.
Learning to remove threaded chucks from drills and screwdrivers important nuances
First, it should be noted that according to the type of fixation of the elements under consideration on the shaft of power tools, they are classified into threaded and tapered. Threaded devices are more popular, but tapered devices are considered reliable. Taper mounts are used on drills and drilling machines.
If there is a threaded cartridge on the drill, then it will not be difficult to remove it if you know one main feature. Before removing the chuck from the drill, you should be aware that it is screwed in in a non-standard way. To remove such an element from a drill or screwdriver, you will need to follow the instructions below:
Unclench the jaws as much as possible to open up access to the inside of the element
The fixing screw is located inside. This screw has a non-standard thread - left
To unscrew it, you need to apply force not to the right, but to the left.
The screws have a different head design, so to find out which screwdriver you need to unscrew it, you should highlight and look inside the device
If the device is unscrewed from the screwdriver, then it is very important to turn the ratchet or force regulator to the maximum mode. If this is not done, then the chuck cannot be twisted off the shaft.
However, this applies to screwdrivers
After unscrewing the screw, it remains to twist the chuck from the drill. It unscrews to the left (i.e. normal)
If there is no fixing screw inside the drill chuck, then to dismantle the part, you just need to twist the part off the shaft. To do this, you need a "14" open-end wrench, as well as a pipe wrench, and put a little physical effort. An open-end wrench fixes the shaft between the tool body and the chuck, and the twisted element itself rotates to the right with the pipe tool.
When carrying out work, it is recommended to use WD-40 grease. In this way, devices are removed on many drills and screwdrivers. However, there are executive bodies that have a tapered connection design. How cone-type devices are removed, we will consider further.









Views
There are several types of collet chucks with jaws inside:
- quick-clamping;
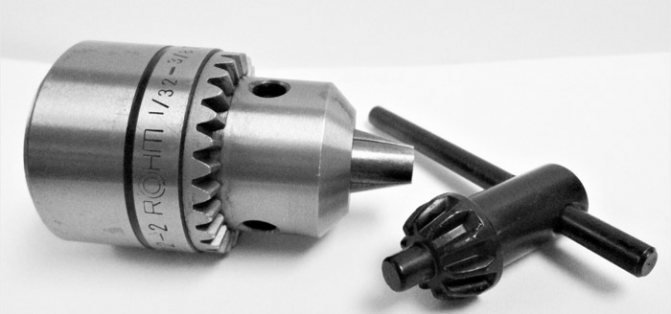
- key (gear-crown);
- mini-cartridges.


Quick-clamping devices are used without an additional key, which is their main advantage. The user has the opportunity to change the chuck quickly and without additional tools. The clamping is done automatically, which allows you to significantly reduce the time for changing the nozzle.


The disadvantage of the chuck is instability with prolonged use. Over time, the mechanism loosens and can no longer provide the required level of fastening, as a result of which the round shanks rotate.
Mini-chucks, which are installed on a small drill or drilling machine, are no less in demand today. Most often, jewelers use small cartridges.
These main types have subspecies:
- self-tightening;
- turning;
- angular;
- with Morse taper;
- with a ratchet.


By the type of fastening, the cartridge can be:
- conical;
- threaded.

The self-locking, like the quick-locking, has its own advantages: you do not need a key to use it. Unlike the second, where the clamping occurs automatically, with a self-clamping chuck, you need to use your hand. By hand, the user pushes the element towards himself, thereby loosening the fastening, and you can remove the nozzle. This position is held until another drill is placed, then released, and the chuck again fixes the nozzle, holding it tightly. In the design, the role of the clutch is played by a blocker.

The cone chuck is put on without using a thread, respectively, the threaded chuck is screwed onto the stem. This is their main difference.
The lathe chuck can be manual three- or four-jaw, as well as mechanical two- or three-jaw.Some models are self-centering. They are installed on the front spindle flange or on the adapter flange.
Corner is used when it is necessary to make a hole at an angle of exactly 90 degrees or in a hard-to-reach place. It looks like a specialized nozzle with a key cartridge in the design.

The Morse taper element is used for equipment with an appropriate attachment. The equipment must necessarily comply with the requirements of GOST. The main purpose is to reduce the radial runout of the drill and the distance at which the drill is fixed in the chuck. It is a mandatory requirement that the dimensions of the cone on the tooling and inside the chuck coincide.
Few of the users know what a ratchet chuck is, and what is its peculiarity. The ratchet in the design is used to adjust the torque
It is thanks to her that the user gets the opportunity to adjust the depth to which the drill enters or the screw is screwed in, which is very important when working with drywall, when you can easily skip the screw through
For information on what kind of drill chucks are, see the next video.
Applications of collet chucks
The main structural element of the chuck with a collet of the clamping type is a sleeve with springy petals, the number of which can be different. So, for clamping workpieces, the diameter of which does not exceed 3 mm, chucks with three petals are used, when processing parts with a diameter of up to 80 mm - with four petals, over 80 mm - with six. For the processing of parts of very small diameters, chucks are used, the collets in which are bred using special springs. In addition, there are models of collet chucks, which are equipped with replaceable inserts of various sizes, selected depending on the geometric parameters of the workpiece being processed.










Clamping collets are used not only for fixing the workpieces to be processed, but also for fixing the used tool in them, which can be a cutter, drill or tap. The tool shank is fixed by the clamping elements of the replaceable collet, which is held in the inner part of the chuck by a special nut. Such a device works according to the following principle: when the nut is screwed onto the collet clamp, which is made in the form of an inverse cone, this element is drawn into the hole in the chuck, thereby ensuring a tight and reliable compression of the tool shank installed in it.

Collet Set with Nut and Retaining Ring for Sparky Router
Among the advantages of collet chucks for a milling cutter, which made them very popular and in demand in the modern market, the following should be highlighted:
- simplicity of design;
- ease of use;
- high reliability of fixing the workpieces and the tool shank.
In addition, collet chucks ensure minimal runout of both the tool and the workpieces that are fixed in them. This is explained by the fact that the bodies of rotation installed in such a cartridge are perfectly centered. Convenience and ease of use are also ensured by the fact that it is not necessary to use a special key and other additional devices to activate it.

Collet chuck ER20 for milling cutters with shank diameter 8 mm
Of course, like any technical device, collet chucks have disadvantages. The most significant is that the diameter of the workpiece or the shank of the tool for the milling cutter directly depends on the working diameter of the collet itself. Thus, for tools and workpieces of different diameters, it is necessary to select different collet sizes.
One of the most notable areas of application of the collet chucks is the equipment of sliding head machines, where they fix the workpiece to be processed.On such machines, as a rule, workpieces of not too large diameter are processed, which makes it possible to use collet-type clamping devices for fixing them. Meanwhile, the collet clamps used to equip such automatic machines differ in their design from the collet chucks used on turning equipment. Sliding machines are often equipped with two types of collets, one of which, as mentioned above, is used to fix the workpiece to be machined, and the second to fix the shank of the tool used.
How to choose the right collet set
When purchasing a set of collet clamps for a hand router, you may encounter the fact that the collets will not be of very high quality. In addition, they may not match the shank diameters of the tools they are intended to hold. Such situations, unfortunately, are not very rare and are especially typical for those cases when a cheap set or products from little-known manufacturers are purchased. The only way out of such situations is the purchase of a new set of collets for the milling cutter.

The collet must match the router spindle and the collet must match this chuck. Collets often have different angles of convergence of the cones and fit only "their" clamping nut
In order not to face the problem of purchasing collets of inadequate quality and inappropriate size for a router, it is better to opt for products from trusted manufacturers. If this is not possible, it is necessary to carefully check the collets included in the set for their compliance with the required quality and standard dimensions of the router tool.
Self-production
A small drill is best for working in wood, metal and plastics, and for making a variety of printed circuit boards. It should be equipped with a ready-made mini-clamp-type fastener. But if this was not at hand, then you can easily make it yourself. Here you will need a soldering iron, millimeter-thick steel wire and solder. Further, the manufacturing process goes according to the following scheme:
- We turn a spiral out of the wire. Its diameter should be equal to the diameter of the shaft of the electric motor and the drill with which it will be necessary to work;
- We solder the spiral. High quality is ensured by soldering flux or similar options;
- Then we put the spiral on the shaft - and the mini-chuck for our drill is completely ready.
 Homemade collet chucks are great in the absence of ready-made clamps for drills and if you have the appropriate skills to make such mechanisms yourself. They will become indispensable in the household, when work is required with specific details, and ready-made clamps may not fit for any characteristics.
Homemade collet chucks are great in the absence of ready-made clamps for drills and if you have the appropriate skills to make such mechanisms yourself. They will become indispensable in the household, when work is required with specific details, and ready-made clamps may not fit for any characteristics.
The collet is an important element in lathes of various modifications. With its help, you can perform work on the processing and milling of metal and plastic parts. In addition, you can easily make it yourself using scrap materials. The variety of such mechanisms available today allows you to choose the optimal clamping model for personal needs.
It is also very important to take into account the method of its attachment to the spindle and the dimensions of the flange, since without them it will be impossible to pick up the collet. Successful work with different types of clamps!








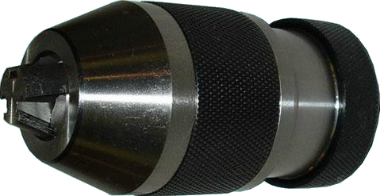
Working diagram with quick-change holder
The change of cutting tool can be carried out without stopping the rotation of the spindle. The chuck has a bore taper that matches the taper of the shank. The tool is inserted with a replaceable sleeve, it has 2 grooves, and inside the body, the quick-change drill chuck has 2 balls and recesses for them. The alignment of the grooves on the replaceable sleeve with balls ensures the reliability of the tool clamping in the holder.

The fasteners are secured with an outer clamping ring.When changing the drill, the ring rises all the way up, opening the grooves, where, when the sleeve is pulled out, the fixing ball-shaped fasteners are pressed in. Sleeve insertion also occurs with the outer ring raised. When it is lowered, the balls are aligned with the grooves of the sleeve and are pressed inward.
To prevent spontaneous release of the tool during work, the quick-change drill chuck is equipped with a retaining ring. Rotation is transmitted from the spindle to the drill by means of the taper of the shank to the sleeve, which is reliably held by balls in the body. This is a vertical feed drilling device. For a horizontal drilling machine, the ball fixing ring is equipped with springs that close the holes in the body, preventing them from falling into the holes, which would lead to periodic release of the sleeve from different sides.
To make the work go faster, the drills are prepared before starting. They are fixed in replaceable sleeves that correspond to the internal size of the chuck and unfold in the order of use. A double-jaw quick-change drill chuck is used when drilling large holes. The principle of working with it is the same, but the three-jaw quick-clamping, has (according to GOST) less possibilities for the maximum clamping size.
The self-clamping drill chuck, as well as the quick-clamping one, complies with GOST in accordance with the Morse taper with the clamping range. Moreover, both categories of chucks can be called quick-clamping, but only those that fix the drill with a nut on the body, without using a key, are self-clamping. B16 and B18 are the most commonly used cones for all types of threadless chuck. The self-clamping drill chuck has a different degree of beating. With an increase in the Morse taper, its allowable value increases, regardless of the accuracy of the machine itself.
Turning machine # 1. Morse taper # 2, drill chuck - DRIVE2
Here it is my darling for 30 rubles :) The main headache is the blanks. But it is interesting to try how it will gnaw on normal steel. I took a hub bolt, it has a strength class of 10.9 and in general they are very high quality. It is hardened and tempered steel. It is useless to drill from their hands with a drill - only to scratch.
So this Chinese kid gnaws a millimeter per pass, and you can catch a mode without vibrations - but you need a coolant supply, I immediately overheated the cutter. And these are incisors with Ali, not sharpened. Then we went with an acquaintance, and he had a Sabbath in the "sharpening" and he sharpened them for me, woo! this is the thing. Yes, of course it lacks rigidity, but with sharp incisors, even good steel can be sharpened.
Of course, I did not succeed in cutting off - I broke the cutter :) The set I have so far is the cheapest.

To be honest, I don’t know why I bought it - I wanted to. Just the other day, my old, broken drill came across in a barn. We will take a cartridge from it. It is necessary to make only morse taper No. 2, with a thread for the cartridge.
We catch the corner. By the way, the clamped rear center from the kit hit only one hundred square meters, this is about the accuracy of the spindle and the chuck (I did not grind the cams, of course).
But the rigidity ... the chuck can be turned off by hand by one hundred square meters 5 - and what did you want out of such a stock from the store building materials? And I also found a round one there - garage hinges :)) Although a friend still has connections at the factory, maybe they will attach some useful legs.
 Have you laughed? But this cone STICKED! I was happy as a child. Probably the last time I was so happy was when I started cooking. And I was still trolled on this machine only to sharpen washers. Aha washers, just cut off the most pain on it
Have you laughed? But this cone STICKED! I was happy as a child. Probably the last time I was so happy was when I started cooking. And I was still trolled on this machine only to sharpen washers. Aha washers, just cut off the most pain on it
This machine does not know how to cut an inch thread, but in the chuck it is an inch thread.Therefore, we sharpen the bolt for a transitional fit into the thread of the cartridge. And of course welding! :) Forgot to take a picture, probably not entirely clear. The cone is machined from a very high nut, a bolt is wrapped in it, on the reverse side it is machined for a transitional fit (we center it) and that would not turn - welding.
But I'm not a real welder, so I lost 5 acres, but there is no knurling
Does not hit
So even for a drill it sideways, not like for a stationary chuck.
Well, let's test a 10k drill, I'm reaming a nut - the worst thing in terms of cranking. So the drill in the chuck turned, but my taper did not!
There are dials without a zero shift. Goujon changed it to a cog so that he could move at least so zero.
Therefore, the first thing I put in there is the DRO. Well, there is also a CNC, at least "electronic gear". For all these plastic gears, when trying to cut with a blunt chisel, have already skidded (the guitar is not very rigid), the teeth are still alive.










Fastening the collet to the machine and hand tools
The collet chuck is mounted and centered on the lathe spindle. Note that the diameters of the cartridges and their installation methods are standardized. The most common spindle end designs include Type C and Type D (cam-lock) fasteners. Also, to install collet chucks, flanges and faceplates are often used, which are located on the spindle.
Now we will tell you how to center the collet chuck on the motor shaft of a hand tool (electric drill). The adjustment is carried out in two planes, while at first the beating is eliminated in one plane, then in the other. Work progress:
-
Fix the drill to the table (in a lying position).
-
Rotate the chuck until the desired pair of bolts is parallel to the table.
-
Rotate the chuck 180 degrees and fix the chuck deflection.
-
Eliminate runout by tightening and loosening a couple of screws.
Do the same with the second pair of screws. To make the deviation in two planes more noticeable, use a long drill.