Principle of operation
The drilling process begins with the fact that a cone-shaped point is pressed into the material (wood), which, when rotated, penetrates into the depth. After that, the base, working part of the cutting toolkit rests on it. In contrast to wood drills of other designs, the tools discussed at the moment have only one working helical groove, and then drilling is carried out with a spiral-shaped cutting part. The increase in the entire length of the cutting helical groove favors a decrease in the overall effect on the central axis of the drill, but increases the risk of the cutting tool "moving away" from the middle and jamming.
To eliminate the first problem, the auger drill can be practiced as a reamer, and the rough cut, in addition to especially deep channels, can be performed using an ordinary drill. As practice has shown, the direct creation of holes using a Lewis drill is rational for diameters no more than 15-30 millimeters.
The second problem is solved in this way:
- it is preferable to put the Lewis cutting tool on electric drills with low revolutions of high power;
- Such twist drills are impractical to use for drilling holes in hard wood species, since the waste released during this process provokes clogging with chips of a sufficiently long helical groove.
As a rule, the number of revolutions is selected based on the diameter of the cutting tool to the diameter of the hole to be created. In other words, if the diameter of the tooling increases, then the number of revolutions decreases, and vice versa. When using such a cutting tool, the moisture level of the material does not play any role.
Precise drilling of metal on the machine.

When drilling precise holes, a special cutting fluid should always be used, which reduces friction and cools the drill during operation. In addition, it is necessary to use clamps and vices for precise stationary positioning of the workpiece. During the days of marking the drilling site, a center punch should be used, with which a small indentation is made in the drilling site.
When drilling on a machine, to determine the position of the hole, draw two short lines with a ruler, intersecting at right angles in the center of the hole. To prevent the drill from slipping, it is necessary to make a small indentation in the found center using a center punch and a hammer.
Determination of tool rotation parameters.
Determine the required rotation speed and set the rotation at this speed on the machine. To set the rotation speed, open the casing cover and loosen the belt tension by unscrewing the handle securing the motor in the casing. To change the speed, the engine moves forward and the belt is moved from one level of the pulleys to another in accordance with the required change in speeds, which are determined from the nameplate or operating instructions. The lowest speed is achieved with the belt in its lowest position, between the smallest motor pulley and the largest spindle pulley. Conversely, the fastest speed is achieved when the belt is installed in the uppermost pulleys. Next, you need to make sure that the belt is stretched horizontally between the pulleys, move the engine to its original position and tighten the handle that secures the engine in the casing.
Setting up the tool and fixture.
Before starting drilling, the drill is installed in the chuck and tightened.Do not forget about adjusting the vertical movement of the spindle by lowering the drill along the workpiece and moving the stopper to the desired point on the graduated scale of stopper movement. The spindle rises to a height sufficient to place the workpiece under the drill, and is fixed in this position. The workpiece is moved so that the intended hole is exactly under the drill. The workpiece is clamped securely before drilling begins.
Subsequently, it is necessary to lower the spindle sleeve lock and turn on the drilling machine. Squeeze a drop of coolant into the recess, lower the drill with the lever and start drilling. Apply uniform pressure during operation. A brush is used to remove shavings and sawdust. The appearance of smoke from the drill hole indicates the need to check the color of the metal shavings. They should be white or straw yellow. Blue color means overheating. In this case, add cutting fluid or reduce the rotation speed. After finishing drilling, slowly release the feed handle and turn off the machine.
What is will win
Pobedit, an alloy containing 90% tungsten and 10% cobalt, was developed in 1929 by Soviet specialists. The main task that the developers set themselves was to create a material capable of imparting exceptional hardness to the working part of the cutting tool. From the new alloy, they began to make victorious solders, which made it possible to significantly increase the efficiency of the use of drills, as well as to perform processing of high-strength materials with their help.
Since the appearance of the Victory, the alloy has been constantly modernized. As a result of such modernization, quite a lot of varieties of tungsten-cobalt alloys have been developed, many of which are distinguished by higher strength, more affordable price and simplicity of production technology. Despite the fact that the ratio of the components contained in such alloys may differ greatly from the composition of the classic Pobedit, they are still called Pobedit.
Winder bits for drills and drill bits
It should be borne in mind that a drill with a victorious tip does not cut, but crumbles the material to be processed. That is why the Pobedit tipped drill is optimal for making holes in concrete, stone and brick, but not suitable for processing wood, plastic and steel. When trying to drill a piece of wood, such a tool will simply tear the fibers of the wood. As a result, the inner surface of the hole will be "shaggy", and its diameter will be larger than required. It is also not recommended to use a victorious drill for metal work: it will not be able to form a high-quality hole in such material.
Until recently, drills of different categories were used to form holes in materials of varying hardness. Today, drills are produced with various victorious solders, which are specially designed for drilling materials with different structure and degree of hardness.
Drills with replaceable carbide inserts are used for industrial drilling
Main types
The main parameter, depending on which the division of wood drills into different types is carried out, is the design of the working part. On this basis, wood drilling tools can fall into one of the following categories.









Feathers
Drills of this type are used to make holes in wood with an average diameter of up to 25 mm. It is advisable to use such a tool in cases where not too strict requirements are imposed on the accuracy of the geometric parameters, as well as on the quality of the holes.Among the most significant advantages of pen drills are low cost and ease of maintenance.
Crowned
Crown type tools are designed for drilling large holes. In terms of their design, wood crowns resemble a metal glass with a shank, on the working end of which cutting teeth are made. When such a drill rotates, its cutting teeth, interacting with the workpiece, cut a circle of the required diameter on its surface.

Set of crowns for wood
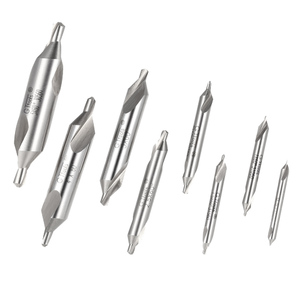
Spiral
Twist drills for wood are also called twist drills. Their working part resembles an auger. They are used for drilling small holes in wood. Due to the special design of the screw-type drills, when using them, chips are effectively removed from the processing area. The twist drill also ensures high precision and exceptional machining quality.

Twist drill for wood with cutters
Forstner drills
These are tools, with the help of which, in products made of wood, they create not through, but blind holes with a perfectly flat bottom. In addition, if you use such a wood drill with additional accessories, you can drill a square hole in a wooden product.

Many modifications of the Forstner drill are available
Milling
With the help of such tools, it is possible not only to drill wood, but also to make grooves of various configurations in wood products. Drills of this type are most often used in cases where it is required to perform complex processing of wooden parts, and in order to drill a regular hole, use a twist drill, feather or crown tool.

Milling drills are designed for drilling a round hole and its subsequent boring to the desired shape. Used when working with wood and thin metal
The shank of drills designed for wood processing is usually cylindrical, but manufacturers also produce them with different shank configurations. So, on the modern market you can buy drills for woodworking, the shanks of which can be:
- triangular, optimally suitable for fixing in a three-jaw chuck (torque is ideally transmitted to a tool with a triangular shank, and even very significant loads are not able to turn it in the chuck);
- hex (it is possible to install tools with such shanks in both a standard and a three-jaw chuck, but at the same time there is a very high risk of turning the drill when exposed to serious loads);
- tapered (tools with this type of shank are used mainly for equipping production equipment);
- square (rarely used shank form, which, however, provide high stability of the tool against turning in the chuck).
Choosing the diameter of the drill for the thread
The drill size must strictly match the nominal thread diameter. The most reliable values of holes for metric threads are given in GOST 19257-73. This standard provides hole sizes for any thread diameter, taking into account the thread pitch and the applicable tolerance band. When working, it is convenient to have on hand a table of drills for threads, in which data on holes for the most used standard sizes of threads should be collected.
The size of the drill for the thread, when there is no table at the right time, can be determined by the following method. Subtract the pitch value from the thread diameter. A drill for M6 thread with a basic pitch will be with a diameter of 5 mm. This is calculated by subtracting the 1.0 mm pitch from the 6 mm diameter: 6 mm - 1.0 mm = 5.0 mm. A drill for an M4 thread with a basic pitch will have a diameter of 3.3 mm: 4 mm - 0.7 mm = 3.3 mm.In this way, the drill diameter can be determined for threads of any nominal diameter. To check this calculation, it is better to look at the GOST table.

To determine from the table which hole to drill for the M10 thread, you need to look at the last line. With a coarse pitch of 1.5 mm, we need to drill a hole with a diameter of 8.5 mm. To determine which hole to drill for the M8 thread, we look at the last column of the corresponding row and see a diameter of 6.7 mm. More detailed tables are presented in GOST 19257-73.
The question often arises as to which thread drills should be used. It all depends on the brand of the processed material.










For common low alloy steel, standard twist drills made from HSS are used. For stainless and high alloy steels, it is recommended to use a threaded drill made of cobalt and tungsten alloyed steel.
How tapping is done
The walls of the hole should be cleaned of foreign contamination. This can be done with a metal brush or blown out with air. The workpiece must be securely fixed. The tap must be installed in the hole strictly parallel to its axis. For high-quality centering in the hole when drilling, a chamfer is usually performed at 30 or 45 degrees. The parallelism of the axes of the tap and the hole is checked using a square, which is applied to the surface of the tool and the face of the part. Then the thread is cut by rotating the tool clockwise (in the case of a right-hand thread)
It is especially important to cut exactly the first threads of the thread.
The crank is rolled gradually. Having made a full turn, the tap is unscrewed by half a turn. If the applied force increases, then the tap is removed from the hole and chips are removed from it. The use of lubricant is recommended during operation. This can be a special lubricant, such as a grease and wax paste, that is applied directly to the instrument. Linseed oil, kerosene or engine oil can serve as a substitute. Tapping on a drilling machine is carried out using special taps. The cutting process itself does not differ from the handmade technology.
Selection recommendations
When choosing drills for metal, you must know exactly what technological tasks they will be used for, and also take into account the characteristics of the material in which you need to make a hole.
To choose a tool that will meet your goals, you must also pay attention to its following parameters:
- surface color;
- quality of sharpening and symmetry of structural elements;
- working diameter;
- conformity of the form to typical parameters;
- characteristics of the material of manufacture;
- purpose and functionality;
- reputation of the manufacturer.
So, if you need to drill a large-diameter hole in a metal product, for which powerful low-speed drills are used, you will need a tool that can be used with them.
What does the color of the drill surface indicate?
The color that the surface of the drill has for metal is a parameter by which one can judge the quality of the presented tool. So, different colors of drills for metal mean the following.
Gray
This color has the surface of the drills that are of the lowest quality and, accordingly, the lowest cost. Tools with a surface of this color do not undergo any additional processing that could increase their hardness, resistance to deformation and combustion. It should be borne in mind that when drilling hard metal, they may not even be enough for one hole.
The most inexpensive drills for metal
Black
The surface of the drill acquires this color if it is treated with superheated steam.As a result of such processing, the strength and wear resistance of the tool increase, and, as a result, the resource of its use increases. The cost of such products is slightly higher than gray ones, but it is quite affordable for most consumers.
Drills with a good price-performance ratio
Light golden
This color means that the drill has passed the tempering procedure after manufacturing. Such heat treatment allows not only to eliminate residual stresses in the internal structure of the tool, but also to improve its strength characteristics. Even in the photo, such a drill looks presentable and immediately inspires confidence in the quality of its performance.










This drill is made of high quality HSS steel
Bright golden
This is the color of the best metal drills, the material of which contains titanium. Due to the content of this element in the composition of the steel from which the drills are made, when using them, the level of friction is reduced, which has a positive effect on the duration of their effective operation. Naturally, drills with a bright golden surface are quite expensive.
HSS Titanium Cone Drill with Drilling Range 4-20mm
When choosing drills of a certain type, one should proceed from how often they will have to be used for metal work. It is also necessary to take into account the requirements for the accuracy and quality of the holes that must be created in the metal product.
Purchasing a cheaper tool will result in frequent changes to the tool, which will negate the initial savings. It is advisable to choose the more affordable types of drills, the surface of which is painted in black or light golden color, in cases where it is required to perform one-time work associated with drilling metal.
Size classification
Modern manufacturers produce drills for metal work in a wide range of working sizes. In order to make it easier for the consumer to understand such a variety, the corresponding regulatory document (GOST) provides for the division of drills for metal into various types by size. So, the following categories of tools are distinguished:
- short series, the length of which is in the range of 20–131 mm, and the diameter is 0.3–20 mm;
- elongated, the diameter of which, like the short ones, is in the range of 0.3–20 mm, and the length is 19–205 mm;
- long series, the length of which can be in the range of 56–254 mm, and the diameter - 1–20 mm.
Tips & Tricks
Working with diamond drills and porcelain stoneware requires compliance with various rules:
It is advisable to drill holes for a toilet bowl or a socket only with a drill. If you have a hammer drill, be sure to turn off the hammer mechanism. If this is not done, the tiles will quickly crack.
Use a tool that allows you to change RPM
This is important when using core drills. You can work with them only at low speeds.
In order not to damage the tiles, it is advisable to put a sheet of plywood under it.
In this case, drilling should be carried out strictly perpendicular to the surface to be machined. Experts recommend using special retainer frames that can hold a drill or other tool in the desired position.
- Tiles should not be drilled from the ends with a drill, as this can lead to cracks. If you need to make a half hole at the edge, then it is advisable to use diamond core bits.
- Porcelain stoneware is drilled only from the front side. If you perform the operation the other way around, there will be a risk of small chips appearing on the decorative surface. They will affect the appearance of the product after installation.
- Cooling. To preserve the tool for a long time, when working with diamond core bits, they should be watered.The professional drilling tool is equipped with special channels through which automatic fluid supply is possible.
If you are using a conventional drill, you should take care of manual cooling. To do this, you can use an ordinary plastic water bottle with several small holes in the lid. Feeding is done by spraying liquid over the surface of the drill.
To make it easier to work with large holes, use templates. They are small pieces of wood in which several holes of different diameters are made. When working with tiles, these products are applied over porcelain stoneware. This allows the drill to be aligned as well as the desired hole size.
Drilling porcelain stoneware is a complex procedure that requires the selection of quality tools. Give preference to drills only from well-known manufacturers that have passed the test of time and are able to work as long as possible without quality deterioration.
For information on how to drill porcelain stoneware, see the next video.
How to sharpen wood drills?
A drill for wood has a very long service life, and it rarely needs sharpening. You can sharpen wood drills either manually using a file, or on a special electric sharpener. In both ways, sharpening is possible, since wood drills are made of relatively soft metal.










Only in the process of sharpening it is imperative to observe the initial angle (degree) of sharpening of the drill - this is very important in order to sharpen correctly and prolong the service life of the drill for a long time. While sharpening a drill on a wood on a machine (grinder), you will have to periodically cool the drill by dipping it into cold water
Machine oil can also be used instead of water. This will eliminate the possibility of overheating the drill tip.
While sharpening the drill on a tree on a machine (sharpener), you will have to periodically cool the drill by dipping it into cold water. Machine oil can also be used instead of water. This will eliminate the possibility of overheating the drill tip.
For sharpening with a drill sharpener, special holders are used, which make the sharpening process more convenient.
A drill for wood is not one and the same thing.
There are quite a few types of drills for wood.
These are feather, spiral, screw, Forstner drills for wood and so on.
They are sharpened in completely different ways, even the sharpening tool is used differently.
That is, at the beginning, decide what kind of drill for wood you need to sharpen.
What kind of tool is, of course, the best option is a drill sharpening machine, but if it is not there, then some types of wood drills can be sharpened even with a file.
For example sharpening pen drill by the tree is done like this:
If you are doing this work for the first time, it is better to sharpen the old drill with a new drill, that is, a new drill is a sample.
We clamp the drill in a vice (as an option) with a file, we derive the angle of sharpening of the cutters (there are only two of them), focusing on the new drill.
Next, we carefully examine the tip of the pen drill, the main task is to bring it to the center of the drill,
This is done with the same file, if you sharpen it on a machine, we cool the drill periodically.
Wood drills, when used correctly, blunt slowly and therefore there is no need to make them from carbide alloys. The metal used for making drills for wood is quite soft compared to metal for drills for metal, so sharpening is quite easy. A drill for wood can even be corrected with a file for sharpening saw chains, which I actually do if there is no emery with a good stone at hand. And on a bad (rough or beating) stone, you will only ditch the drill








At the disposal of many for sharpening purposes, a conventional sharpener is used, with a disc stone.
For sharpening drills, a simple device can be made on such a sharpener - a corner fixed at different angles into which the drill is inserted and brought to the stone. The sharpening angle is even.
The cutting edge should be above the "butt" (back of the cutting surface). The taper angle of the drill in wood should be 95 degrees. Thus, you can sharpen any twist drill for wood.
Without a special sharpening machine, to properly sharpen a wood drill with a centering point, you need to have some experience and a narrow leg stone with your own hands.
I used to be such drills, I used to rule on the disk of a grinder. The edge of the protective casing was used as a help. But for this you need to fix the angle grinder well!
The essence of such sharpening is that the disc sharpens the cutting edge, moving from side to side between the side "undercut" and the centering blade, as if grinding the edge in the "bath"
The level of the side undercuts should be at the same level with the centering one, or slightly lower, but not higher.