Sharpening of products of a different design
In addition to twist drills, tools of other designs are used for metal processing. At home, you can debug the following tools.
Cone gimbals
You can sharpen a stepped drill using a regular file. The cutting edge of the product is sharpened at a right angle.
If the cone drill is blunt in a limited area, then sharpening should be done without leaving the damaged area.
Video:
Crowned
When debugging crown tools, a special device is used and you need to know at what angle the metal should be removed from the cutting surface. Considering all the difficulties and time spent on performing the procedure, it is better to turn to experienced craftsmen for sharpening.
Video:
Conclusion
It is not difficult to learn how to sharpen metal drills on your own.
- With small volumes, it is enough to purchase a high-quality file and carry out the process manually.
- For large volumes, to reduce time costs, it is better to purchase special equipment that will speed up the work and reduce the likelihood of improper dressing of the tool.
The ways
When drilling hard materials, only the edges should be in contact with them. That is why the rear surface is sharpened at a certain angle. As a result of this operation, a gap appears between the edge and the bottom of the hole.
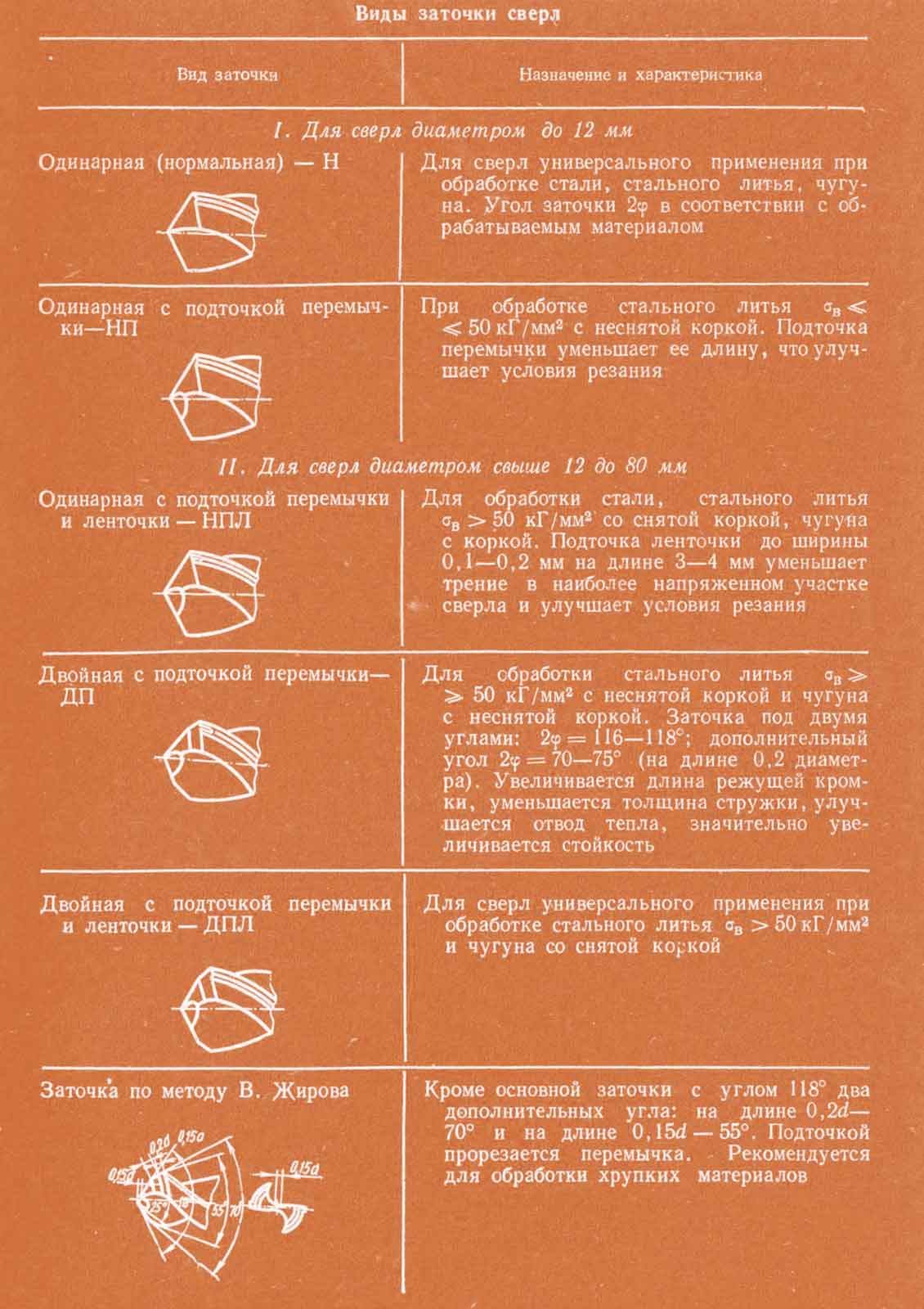
Sharpening is carried out using conical, two-plane or conical methods.
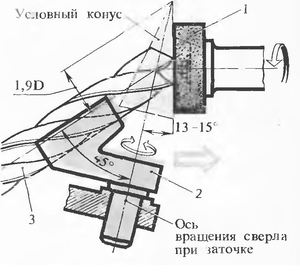
Using conical sharpening
The drill is inserted into a special prism of the grinding machine, which moves around its axis. The prism in relation to the grinding wheel is at a certain angle. The back of the drill is shaped like a cone. It is located in the place where the working surface of the grinding wheel intersects with the swing axis.

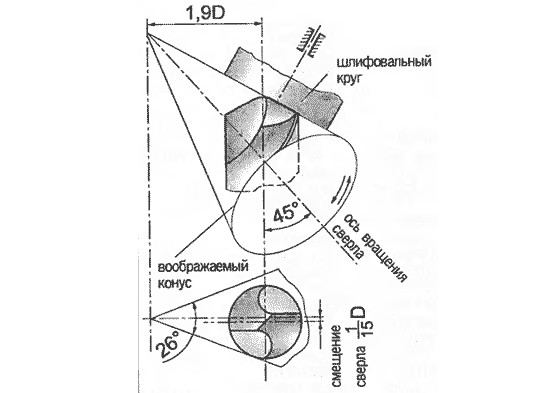
In order to properly sharpen the drill, you must first adjust the parameters. The axis of the sharpening cone should be at an angle of 45 degrees with respect to the axis of the drill itself. Tapered sharpening can be performed using two methods:





- The tip of the cone to be sharpened must be below the tip of the sharpening cone. It is preliminarily recommended to carry out the adjustment in accordance with the specified parameters: a - 45 degrees, b - from 13 to 15 degrees, n - 1.9d. the drill axis and taper must intersect at an angle that is less than the angle of the grinding wheel and drill. If we sharpen in this way, then you need to make sure that the tip of the drill is located above the tip of the sharpening cone. Vertex and drill should be 1.06d apart. the drill axis and the taper axis must cross at a 90 degree angle.
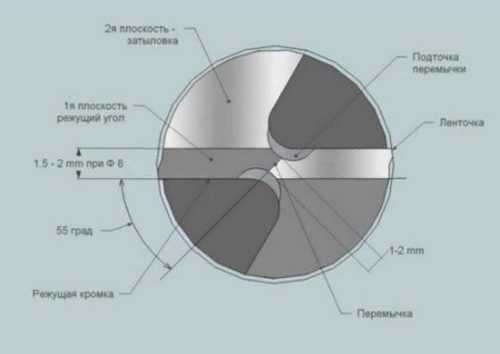
- In order to provide the back angle for the peripheral point, it is necessary to provide indicators - a-5-7 degrees, the angle 2f - from 116 to 118 degrees. the cutting transverse edge should be at an angle of 55 degrees.
The use of the tapered method is recommended to create a sharper increase in the clearance angle of the drill. This method can be used if the drill has a large diameter - more than 3 millimeters.
Using screw sharpening
If it becomes necessary to automate the process of sharpening drills, then the use of the screw method is recommended. It consists in the fact that the translational movements are coordinated with rotations of the grinding wheel... It can be used to sharpen the front and rear corners at the same time.
With helical sharpening, the back angles of the working part increase as they approach the center.With this method, there is a decrease in the strength of the lateral edge of the drills, which leads to breakage when drilling excessively hard materials.
Two-plane sharpening
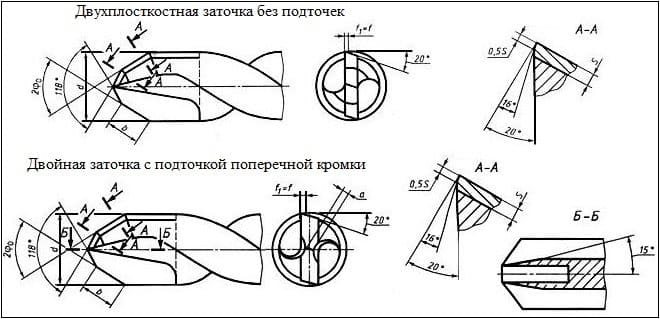
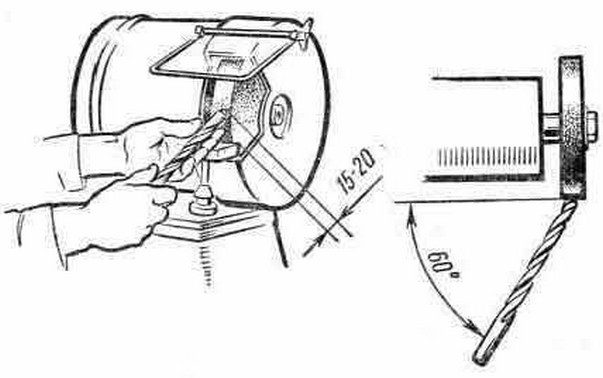
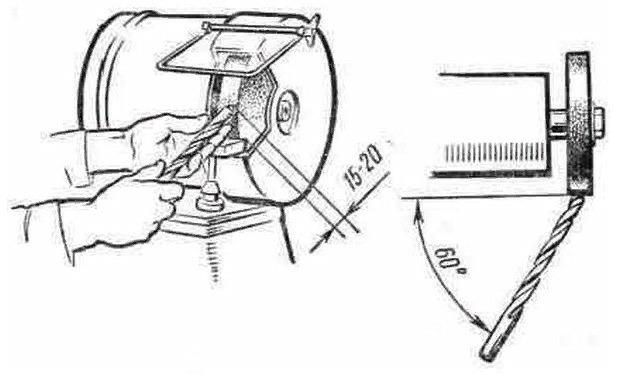
Using this method, it is recommended to sharpen drills that are intended for drilling in non-solid materials. If the drill diameter is less than 3 mm, this sharpening method is recommended. Using this method, drills are sharpened at an angle of 60 degrees. Thanks to this method, products are improved rather than errors corrected.
Features of sharpening of various types of drills
Drill bits for metal can be pobedit, spiral and stepped. There are certain requirements for sharpening each. But before figuring out how you can return the properties lost over time to the drill, you should inspect it and test it in operation. This will allow you to understand whether the product really needs to be sanded. Signs of a blunt cutting tool are considered to be strong heating, loud noises during its use, and poor-quality drilling. However, it is not always reasonable to resort to sharpening. It is better to discard a drill with a cutting surface longer than 1 cm.
How to grind a victorious drill?
In order for the victorious product to bite into the material again well to create holes in the metal, you need to arm yourself not only with a sharpening tool, but also with a coolant. It will not work with a simple emery stone to sharpen a drill of this type; you will have to arm yourself with an electric sharpener.
In order for the cutting tool to start drilling metal as efficiently as before, the number of revolutions per second should be reduced on the fixture used to sharpen it. The fact is that the higher the strength of the material, the lower the processing speed should be.
The victorious drill is supposed to be ground with short touches to the sharpener. The sharpening process of this product requires increased attention, because the edges of a victorious drill sharpen quite quickly. Each cutting side of the tool must be sharpened to fit the other side. If this rule is violated, the center of the axis of rotation will shift, and the drill will make too large holes in the metal and curves along the edges.
When grinding a cutting tool, it is important to control the ratio of the clearance to the cutting edge. Care must also be taken to ensure that the drill does not get hot, as this can lead to cracks and chips.
If suddenly the product being processed with a sharpener or other device heats up, then it must be immersed in a special liquid or plain water. But, seeing that the tip turns red and hot, you should not immediately cool it in order to prevent damage. The drill must be allowed to cool by exposure to air before being immersed in water.
How to sharpen a spiral product?
To restore the sharpness of the spiral drill, you need to grind its back edges. During this process, care should be taken to see if one drill nib is sharpened in the same way as the other. It is very difficult to do this without a special unit, especially for those who have no experience in sharpening drills for metal.
When sharpening a twist drill with your own hand, it is unlikely that it will be possible to give a perfectly correct shape to the back edges and a given rear angle. Therefore, it is wiser to grind such a product on a special machine or device. If only there was an ordinary chisel on the farm, and a man who needs to process a blunt twist drill had experience in sharpening cutting tools.





How to machine a stepped drill correctly?
A cutting tool for metal, in the form of steps, is several times more difficult to sharpen than a twist drill. A product with a straight chip flow should be recovered in a specific pattern.Along the cutting edges of the steps from the side of the gutter, it is supposed to be carried out with a disc, making light touches.
When machining a stepped drill, the angle formed between the surface at the back of the step and the groove must not be offset. There are even more sharpening nuances in the product, the groove of which is spiral. Its processing technology is no different, but it requires the utmost care and a lot of experience in grinding drills.
Sharpeners
To shorten the working time and improve its quality, it is important to choose a device that allows you to hold the cutting tool still. Normal sharpening of drills for metal largely depends on the accuracy of setting the required angle and the possibility of adjusting the feed during turning

Most attachments allow you to sharpen cutting tools from 3–19 mm in size. To restore spiral products, both specialized and ordinary machines with an electric drive and a feed system are used, which can be assembled by yourself and installed in the garage or utility room.
For work at home, it makes no sense to buy expensive professional equipment: you can limit yourself to a grinding wheel paired with a holder, or completely straighten the product manually.
Using a grinder
In addition to the machine itself, a vice is also needed for work, in which the debugged cutting tool is fixed.

To sharpen metal drills with a grinder, the following sequence of work must be observed:
- clamp the product vertically in a vice;
- first process the back edge to remove wear marks;
- turn the working edge at 120 °.
To prevent overheating of the drill, its contact with the grinding disc should last no more than 1-2 seconds. The effect is achieved by repeatedly removing a thin layer of metal from the working face.
Sharpening on a sharpener
Sharpening on a grinding wheel is considered a more convenient and safer way compared to a grinder.
If experience does not allow you to determine the level of wear of the drill for metal and to perform its mandrel on the sharpener "by eye", you need to use a special device - a holder installed near the working disc. The retainer is securely bolted to avoid displacement.




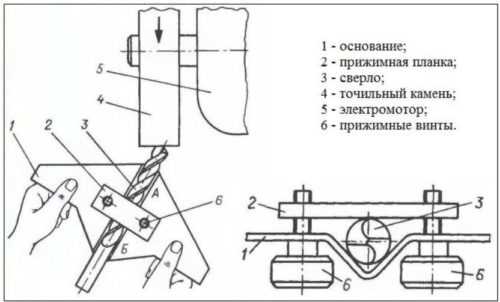

On a turning machine, sharpening drills for metal is not difficult.
The tool is fixed in the holder, the sharpener turns on, and the working edges are slightly pressed against the circle at the desired angle. If there are small burrs, they should be removed evenly from all sides before turning.
Using a drill bit
It is possible to sharpen drills of medium diameters (4–10 mm) efficiently and quickly without a grinding wheel, using standard drill bits.

Sharpening is done in this order:
- a nozzle is placed on the drill;
- a drill is installed in the hole of the required diameter;
- the drill turns on, the product is turned on one side;
- to debug the opposite cutting edge, the tool is rotated 180 °.
Application of the nozzle has some peculiarities:
- High-quality and efficient sharpening is possible only for slightly dull drills. In the presence of deep damage, as a rule, formed with significant overheating of the metal, it will not be possible to restore the tool.
- Fixed sharpening angle. The accessory is only suitable for drills used for working with certain materials.
File or file sharpening
A drill used for metal processing cannot be sharpened with a file or file for two reasons:
- The hardness of the material. Even the best file will wear off before fixing the cutter.
- When using diamond or abrasive stones, it is impossible to manually maintain the desired angle.
Is it time to sharpen? ..
It is difficult for an inexperienced craftsman to distinguish a well-sharpened tool from one that has already become dull. The main signs that it's time to start sharpening are as follows:
- the metal gets very hot.Due to the fact that the cutting edge is worn out, the friction during drilling is increased. Accordingly, the working part and then the shank, drill chuck (perforator) are heated. With strong heating, the metal of the drill loses its properties, "is released" and ceases to keep sharpening at all;
- the sound during drilling is amplified, there is a creak and squeal;
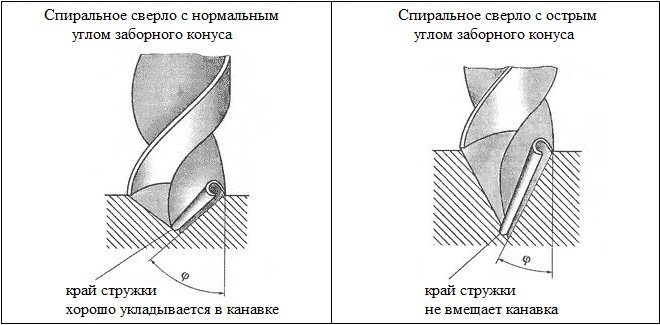
- the chips come out either from only one side (uneven sharpening), or from both, but in the form of crumbs, and not a neat spiral.
Individually, these symptoms can be considered the result of working with too hard and brittle material, the wrong type of drill in general. All together, it clearly says - it's time to sharpen the edges!
What is needed for the procedure
To sharpen a drill for metal yourself, you must first determine what tasks it will be used for. In production conditions, for sharpening drills, as a rule, special devices are used to ensure maximum accuracy and productivity of such a process. When sharpening drills at home, you always have to look for ways to make the result of this process of high quality.
The minimum set for sharpening metal drills should include:
- emery machine;
- grinding wheels of various hardness, selected depending on the material of manufacture of the drill to be sharpened;
- a container for a coolant and the liquid itself, which can be used as ordinary water (or machine oil);
- tools that allow you to maintain the correct sharpening angles.

The drill stand mounts next to the abrasive disc to sharpen the cutting edge at a precise angle
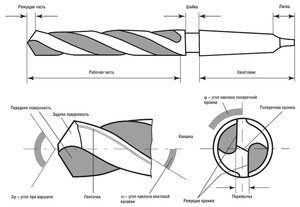
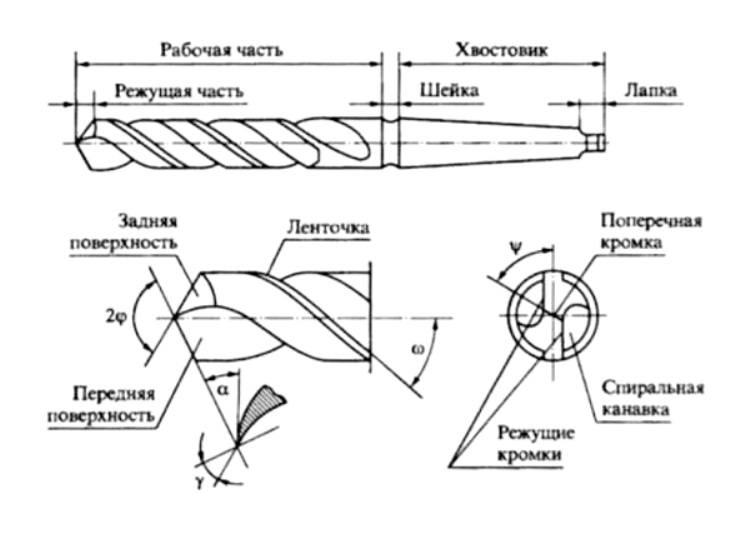
When sharpening drills with your own hands, you need to pay attention to the following parameters:
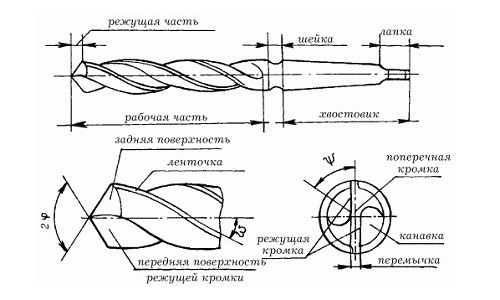
- the angle between the plane of the front of the drill and the base of its cutting edge (such an angle, measured in the main cutting plane, is called the front);
- the clearance angle, which is measured in the same way as the front angle, but along the back plane of the drill;
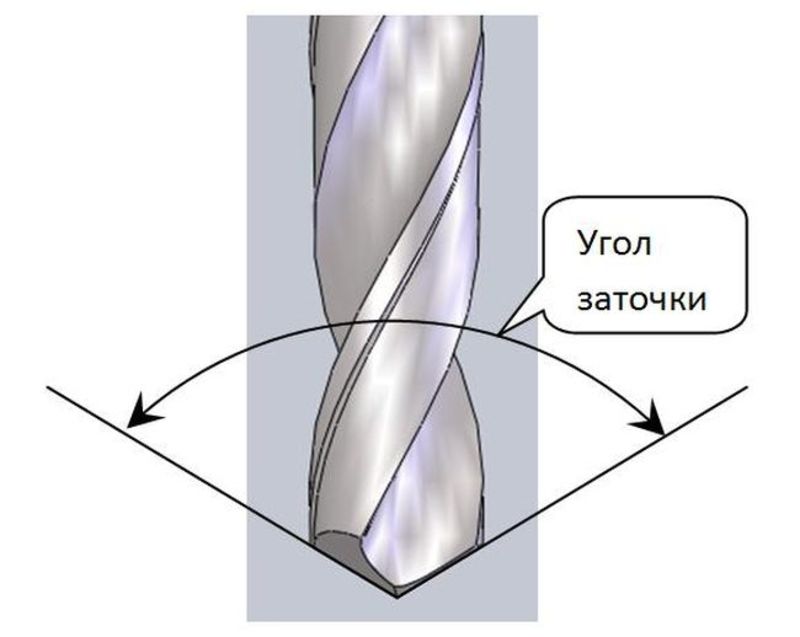
- tool nose angle, measured between two cutting edges.
To sharpen metal drills in accordance with all the rules, you must adhere to the following values of the above parameters:
- cutting edge rake angle - 20 °;
- back angle - 10 °;
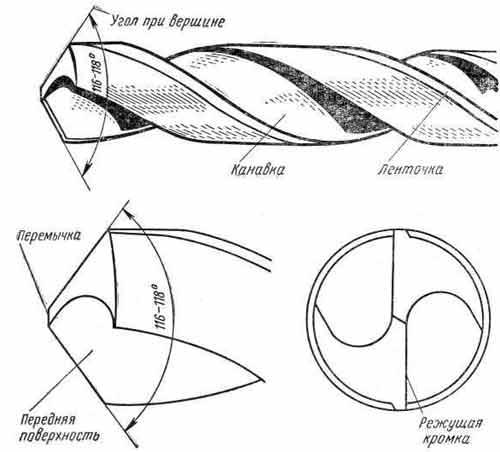
- apex angle - 118 °.

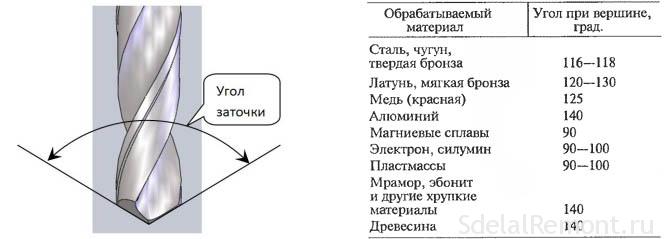
Table 1. Angles at the top of the drill depending on the material being processed

Table 2. Rake and rake angles of the drill
If you need to sharpen a drill bit for metal at work or at home, you must strictly follow safety precautions. This process is accompanied by the formation of a large number of sparks, from the effects of which it is necessary to protect the organs of vision. In addition, since this procedure is performed with sharpened metal tools, it should be carried out using gloves to protect the hands.








Sharpening process
Correct sharpening of a drill for metal is desirable to be done with the help of special devices and machine tools. Unfortunately, in a home workshop, such equipment is not always available, and usually do-it-yourself sharpening of drills for metal is performed on an electric grinder with abrasive materials, for example, on stone wheels. Sharpening is carried out along the rear edges, while all teeth should be sharpened absolutely identically. At the same time, it is difficult to manually maintain a given angle and the desired shape, and it is easiest to sharpen only spiral and crown tools at home.
Work surface corners
In order to know how to sharpen a drill for metal on a sharpener, you should remember a number of important parameters applied to the cutting part, the implementation of which guarantees a high-quality result:
- Angle of location of the rear part of the tool in relation to the drilling plane = 10 °,
- Sharpening angle of the front surface = 20 °
- Nose angle of cutting tool = 118 °
In this case, the angle at the vertex can change, depending on the material with which you have to work:
- For stainless steel, cast iron and hard bronze - 115-118 °;
- For aluminum - 130-140 °;
- For copper - 125 °;
- For soft bronze - 130 °.
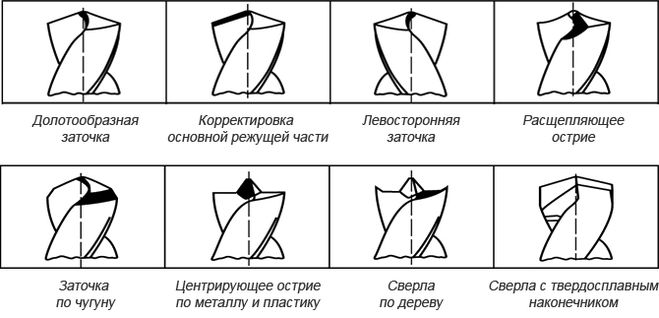
There are several types of sharpening used for different purposes. the most common are:
- One-plane. With this type of processing, the back surface of the feather is made in the form of one plane. The posterior angle is in the range of 28-30 °. The drill is placed with the cutting part parallel to the grinding wheel and does not change its position. It is considered the simplest type of sharpening of drills with a diameter of up to 3 mm, but the disadvantage is that the cutting edges can crumble during the drilling process.
- Conical sharpening. Typically used for drills with relatively large diameters. It is difficult to carry out it without special equipment and without the appropriate skills. The drill should be taken with the left hand by the working part closer to the cone, and the tail should be held with the right hand. Then the tool is pressed against the end of the grindstone with the surface of the rear part and the cutting edge. In the process of sharpening, the drill slightly sways by the tail with the right hand, this allows you to create a tapered surface on the feather edge.
Finishing the material after sharpening
Lapping is carried out on special lapping circles. Their difference from conventional grinding wheels is that aggressive material processing is combined to obtain a good finishing surface.
Due to the softness of the material and high-quality abrasive, such circles are ideal for removing scratches and other surface defects; they can be removed without changing the geometry of the working part of the material. As a rule, such circles are installed on a grinder or a drill, which makes it possible to more conveniently and accurately process a drill clamped, for example, in a vice.
In addition to lapping wheels, you can fill the work surface with emery, which is on the disc of the same grinder.
Surface sharpening
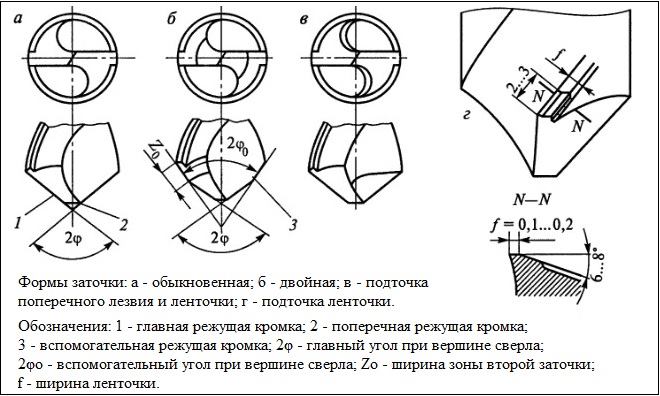
 A correctly sharpened metal drill with your own hands on a tool with a diameter of up to 10 mm is quite enough for work; for wider ones, it is recommended to additionally sharpen the front surface.
A correctly sharpened metal drill with your own hands on a tool with a diameter of up to 10 mm is quite enough for work; for wider ones, it is recommended to additionally sharpen the front surface.
The meaning of this treatment is that by increasing the angle of the cutting edge and decreasing the rake angle, the resistance to crumbling increases, this leads to an increase in the resource of the drill. In addition, the width of the transverse edge is reduced, so that the material in the central part of the hole is not drilled, but scraped, which facilitates the process of drilling metal. For a drill with a small clearance angle, you can sharpen the flank to reduce friction inside the hole.