Pen drill extension.
There was a problem. It is necessary to drill the timber walls in the country with a 22mm perforated drill (for an electrician). Wall thickness with cladding is 17-19cm. A conventional pen drill allows you to drill to a depth of approximately 13cm. An extension cord is required. It was not possible to find it on sale anywhere in Moscow. Many sellers do not even know that there are such. Question: Is it possible to use an extension for bits as an extension of a feather drill? Do they have the same landing dimensions?
there are different feather drills. Others fit perfectly into adapters. Only an adapter like the one in the picture will be inconvenient - it will not hold the drill when removing it, the drill will remain in the wall. Needed with fixation. There are other nib drills, they will generally dangle too freely in the 1/4 ″ adapter.
In Leroy-Merlin, the extension adapters for the Enkor pen drills are sold. 59 rubles, length - about 20 cm.
.. but just can't spiral ?? without any adapters .. Length up to 450 .. yes, there are also short type.20cm. The tree goes well ..
2Dmitriy65 in the markets it is necessary to look. There are 30cm extension cords. True from a series of one-time and mainly in sets. Personally, I welded a piece of hairpin. But there f35 had to gnaw 40cm.
Where, to the tail of the drill?
Ugun also did not want to shove into the store for 20 km. and here welding is at hand (heating was collected) the drill is worth a penny, grabbed it and dare far away.
Not convenient. Too many different sizes will have to be bought. And I don't know if a screwdriver will pull it. I drilled with Makita with a diameter of 35 in a 150 bar. It goes without problems, only the length is not enough.
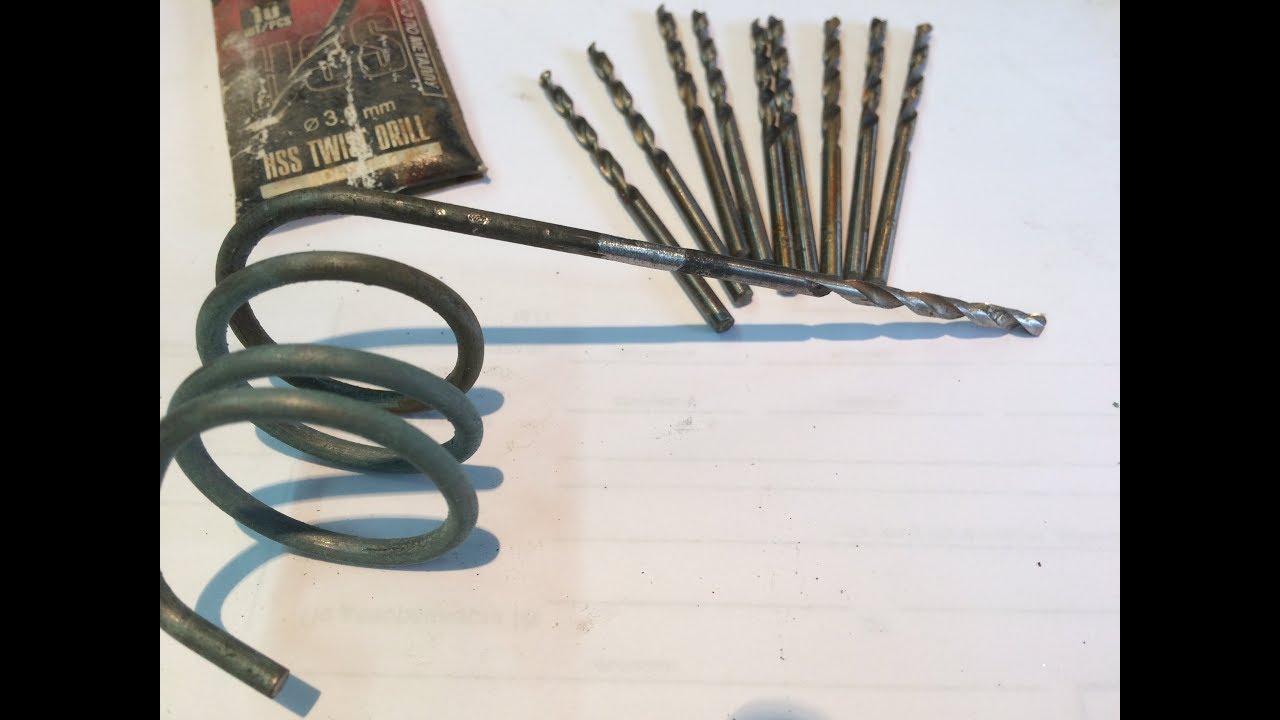
Similarly, I bought a spiral of the desired size, the smallest 200 mm and welded to a 10 mm reinforcement, I received a twist drill with a length of 1 meter. even if you want to search, you will not find it.
drilled screeds for formwork. There is 800 mm minimum size
Probably, sometimes you have to get out.
I also drilled, but got by with a short (regular) drill for metal.
So what's the point? Are the tip drill shanks and bits different or the same?
Ruslan1111 wrote: in the markets it is necessary to look. there are 30cm extension cords. truth from a series of one-off and mainly in sets.
I used this Enkor: the drill and the extension are not aligned - the beating is crazy! Summary: cal.
Dmitriy65 wrote: So what's the matter?
Anchor extension + Anchor drill (as the most budgetary option). Or another drill that (tail) will fit into the Enkor extension.
Give it up for one-off work, no problem. There are options with welding the reinforcement to the tail, and then no one complains about the beating. And this is all done in the machine, in the centers.
How to lengthen a drill for metal with your own hands
To lengthen the drill for metal yourself, use one of three methods.
Simple welding
For this drill extension method, you will need:
steel cylindrical rod of the same diameter of the required length;
a piece of a metal corner;
Make chamfers at the end of the drill and one of the ends of the bar.
Place the tool and rod in the metal corner and align them with each other.
Gradually turning the workpieces, weld the drill to the metal rod.
Finish the seam until all unevenness has been removed.
Shank extension. Method 1
For this drill extension technology, you need a shank with a diameter of 2–3 mm less than the shank diameter. The general principle is as follows.







A hole is made in the drill shank for an internal thread.
Cut it with a tap.
An external thread is cut on a metal rod.
The details are twisted together.
For greater reliability, the joint can be welded and cleaned.
Shank extension. Method 2
This method of extending the drill requires a rod that is larger than the shank diameter. You will need a lathe to work. The technology looks like this.
On a lathe, the diameter of the shank part is slightly reduced.
A hole is drilled in the rod for the tool insert.
The shank is fixed in the rod and the joint is welded.
On a lathe, the diameters of the old drill and the elongated shank are equalized.
In this article we will talk about the features of using the machines and the above devices.
Hello dear readers! In this article, we will explain in detail about thread rolling rollers.
In this article, we will tell you in detail about the technologies for processing workpieces and products made of hardened metals.
We will pay special attention to the following main issues
In this article, we will talk about what standard diameters and sizes are the most common twist and core drills for metal.
The speed of rotation of the cutter for metal and other cutting parameters are set individually for each operation.
Locksmiths and craftsmen of a different profile are often faced with the need to cut a circle in metal. This can be done in a variety of ways. We will talk about them in this article.
In this article we will tell you about all the features of metal turning.
In this article we will tell you all about rotary cutters for metal.
In this article, we will talk about the types of boring tools, their purpose and design features.
A lathe cutter is the main tool that is used to machine workpieces on lathes. It is he who contacts the part and gives it the necessary shape. In this article, we will tell you in as much detail as possible about the design features and classification of incisors. Having studied the information, you can, in practice, easily select a tool for a particular operation.










Design features of the device
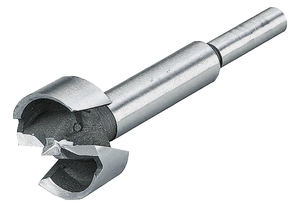 To work with such a tool, you need to know how to drill with a Forstner drill. To do this, you need to consider in detail its design. The working part is equipped with two cutting edges. Has a very small centering point.
To work with such a tool, you need to know how to drill with a Forstner drill. To do this, you need to consider in detail its design. The working part is equipped with two cutting edges. Has a very small centering point.
The profile of the tool is similar to the letter Z, with rounded ends at the bottom and top. The appearance strongly resembles the letter S, only in mirror image.
To prevent jamming of the drill, the chips go up. The tool circumference has special cuts, with the help of which the Forstner drill is sharpened by machine. The resulting edge is tweaked manually with a file.
The drill is made of durable high-speed steel. This metal is able to withstand the high temperature of the work area. To increase the service life of the tool, some manufacturers carry out titanium spraying of the cutting edge, install carbide inserts.
To increase the speed of the operation, as well as reduce overheating, teeth are cut on the cutting surfaces. The only drawback of such a toothed tool is the not very high surface finish.
Modification of furniture fittings
 Forstner drills are manufactured by a large number of companies with their own technological approach. Someone seeks to improve the quality of the tool, others are engaged in the modernization of the alloy, seeking to increase the strength of the device. Some firms stick to the original source, they try to keep all the parameters and the exact configuration of the tool.
Forstner drills are manufactured by a large number of companies with their own technological approach. Someone seeks to improve the quality of the tool, others are engaged in the modernization of the alloy, seeking to increase the strength of the device. Some firms stick to the original source, they try to keep all the parameters and the exact configuration of the tool.
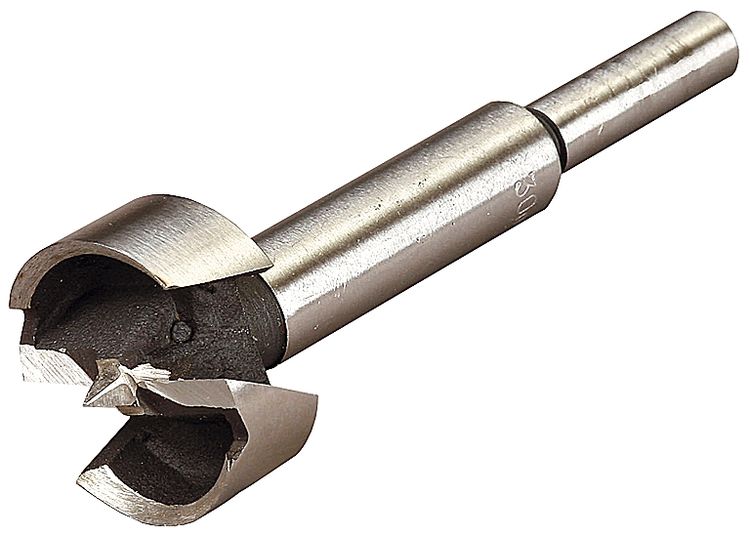
Professionals know how to use a Forstner drill. Its diameter is considered very important. The most popular are devices with a diameter of 30-40 mm. In shops you can find 10 or 60 mm drills equipped with a gear ring. They are distinguished by a cutting edge that is shaped like a tooth. The main advantage of such a tool is minimal heating during operation.
Drills with carbide cutting edges are very popular. Basically, this design most closely resembles the original version of Forstner. Unfortunately, the cost of such products is very high, they are often counterfeited. A negative feature of this tooling is a large vibration, as well as stalling from the machined surface due to the small diameter of the lateral cutters.
Some subtleties of processing
 To obtain high processing accuracy, the product is equipped with a special centering point. The cutting point of the hole is marked on the surface of the part. The point is pressed into the wood until the cutting edge even touches the surface.
To obtain high processing accuracy, the product is equipped with a special centering point. The cutting point of the hole is marked on the surface of the part. The point is pressed into the wood until the cutting edge even touches the surface.
The operation should start at the smallest speed. The main operating speed of such a drill is in the range of 800-1800 rpm. per minute. For a large working area, a low speed is used.
To obtain the required hole depth, special stops are used. These parts are a kind of signaling device for the worker when it is necessary to finish drilling.
How is the sharpening of the product
For this operation, the masters are advised to adhere to a few simple, but very important rules:
No need to sharpen headbands.
Sharpening of cutting edges must be carried out only on special equipment.
Metal parts should be grinded down little by little.
It is very important to properly sharpen the cutters located inside the drill. The operation should be carried out with a fine file or a belt sharpener equipped with a fine-grained stone. When buying such a tool in a store, it is necessary to check the condition of the cutting surfaces
They should be free of scuffs and chips. It is not worth purchasing products with defects. It will be very difficult to fix them yourself.
When buying such a tool in a store, you need to check the condition of the cutting surfaces. They should be free of scuffs and chips. It is not worth purchasing products with defects. It will be very difficult to fix them yourself.
Drilling tips
A variety of technologies can be used to work with hardened steel. The most common technologies are characterized by the following features:
- Acid surface treatment. This technology is characterized by long-term use, since it takes a rather long amount of time to reduce the surface hardness. For etching, sulfuric, perchloric or other acid can be used. The procedure involves the creation of a flange that will contain the applied substance in the cutting zone. After prolonged exposure, the metal becomes softer, drilling can be carried out using the conventional version.
- You can use a welding machine to achieve your goal. When exposed to high temperatures, the metal becomes softer, which greatly simplifies procedures.
- Most often, a special drill is used. On the market there are variants of execution that can be used for processing hardened steel. In their manufacture, a metal with increased resistance to wear and high temperature is used. However, the complexity of manufacturing and some other points determine that the cost of a special tool is quite high.
In addition, a punch is often purchased to achieve this goal. It can be used to make a small hole to facilitate further drilling.
Design and principle of operation
Since the Forstner cylindrical cutter was invented, many other similar tools have appeared due to its great demand. Some of them only slightly resemble the original model, but they work on the same principle. They make blind round holes with a flat flat bottom.
Types of incisors
- Sharp central, defining direction;
- A rim that cuts the hole along the contour. By cutting the wood grain around the edges of the hole, it provides a perfectly straight cut.
- Inner paired edges, similar to rotating planers, which pick material within the hole to be machined and guide the resulting chips upward.
 For work, a drill with a standard chuck is used. For example, a Forstner drill has a 15 mm diameter shank with a size of 8 mm, and with a drill diameter of 28-60 mm, a shank size is 10 mm.For the manufacture of furniture hinges or other accessories, cutters of different sizes are required and therefore in your workshop you need to have a set of such tools.
For work, a drill with a standard chuck is used. For example, a Forstner drill has a 15 mm diameter shank with a size of 8 mm, and with a drill diameter of 28-60 mm, a shank size is 10 mm.For the manufacture of furniture hinges or other accessories, cutters of different sizes are required and therefore in your workshop you need to have a set of such tools.
In order to accurately position the drill, at the beginning of work, its centering point is placed at the marking point and pressed into the material to be processed until it touches it completely with the drill plane. Drilling begins at low speeds, then increases to 800-1800 per minute, depending on the diameter of the hole. The larger it is, the lower the speed, in order to avoid overheating of the cutters.
At high speeds, the drill may break. To ensure safe working conditions, ease of its implementation and in cases where special precision of hole production is required, a 35 mm Forstner drill with a stop is used. It provides the desired hole depth by stopping the tool in time. Furniture hinges or other fittings should only be installed in high-quality cuts.
You will most likely find useful information on how to use the punch drill for wood.
Types
Nowadays there are many manufacturers who produce hex drill sets of various lengths and diameters.
The modern assortment of such products is a number of models for processing various materials - ceramic surfaces, concrete walls, products and structures made of metals and their alloys, wood, plastic products, tile surfaces and others.
Hexagonal drills are also classified according to their design - they can be produced with different structures of grooves and sharpening angles. There are several types.










- Twist drills. The simplest and most popular models. They are drills with two cutting edges and two flutes for chip evacuation.
- Conical models. The tip of such a product has the shape of a cone. Such models are rarely used and only for special machines.
- There are also screw, feather, milling models, as well as products with Lewis and Forstner spirals.
Drills can be conditionally divided depending on the country of origin (China, Europe, and so on). This is indicated by the marking on the shank. Quite often, brands produce sets of drills of the same diameter, but of different lengths, as well as sets of drills of the same length, but with different diameters.
All drills are also distinguished by color. The color of the product indicates the processing method and the material of manufacture of the product.
- The gray ones. The cheapest and most popular. They do not differ in persistence.
- Black. They were treated with superheated steam. Suitable for drilling in carbon steels and non-ferrous metals.
- Slightly golden. They have been hardened and will last a long time.
- Golden. Coated with titanium nitride and are of the highest quality, durable and reliable.
Departing from the topic, it is worth noting separately that similar drills are produced for the screwdriver. Screwdrivers are most often not designed for a hexagon and require a certain type of shank. In addition to hex, there are triangular, cylindrical, conical, hex (hexagonal) and other types of shanks.
Making a homemade drill
If necessary, you can make a drill from hardened steel. Among the main recommendations for carrying out such work, we note:
- The rods are selected, which are made of tungsten and cobalt alloys. This metal is popularly called victorious. Compared to a conventional drill, this version is characterized by increased wear resistance.
- To process the workpiece, you need to fix it in a small vice. Otherwise, the work will be quite difficult.
- A diamond stone is required to sharpen such a surface. An ordinary one will not withstand long-term work.
- The end surface is sharpened so that a surface resembling a flat screwdriver is obtained. The cutting edges are then sharpened to obtain a sharp point.
In order to reduce the degree of surface workability, oil is added. This ensures long-term processing due to reduced frictional force and lower temperature.

Homemade hammer drills
In conclusion, we note that the processing of hardened steel should be carried out exclusively with the use of special tools. For work, a drilling machine is required, since a manual one will not allow you to get the required hole.
If you find an error, please select a piece of text and press Ctrl + Enter.
Homemade feather drills for wood

Hello, dear visitors of the site “Visiting Samodelkin”. Today I want to talk about how easy it is to make feather drills in wood.
The other day I needed to drill large-diameter holes in the chipboard, namely 40 and 20 mm. And then it turned out that I did not have the necessary drills.
No. Of course I have many different feather drills. And ordinary and several wedges. But, here, the trouble is that I was working at home in the basement, and my drills are located on the other side of the city, namely, at a construction site, where I last used them.
And so I decided to quickly make the necessary drills from what was at hand.
And, in fact, I needed the following for this:
1. A piece of sheet "stainless steel", 2 mm thick. (Not necessarily “stainless steel.” It's just that I had it lying around ..) 2. Metal pin with a diameter of 10 mm. (It can also be thinner. It's just that I had this one)))) 3. Bolt (screw) M6 (or thinner).
(Before starting the story, I want to apologize for the poor quality of the photo. The fact is that I had no time to photograph the process step by step, so I just turned on the video recording on my smartphone, and then took screenshots from it.)
So where did I start. I found a piece of sheet metal, 2 mm thick. I came across such a piece of "stainless steel"

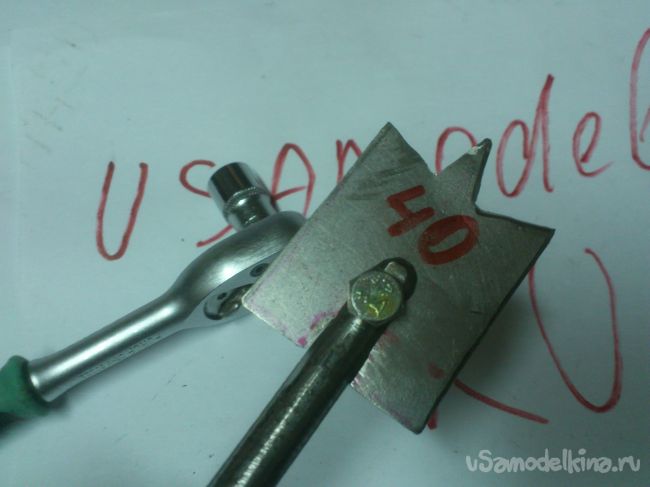
I started with a drill with a diameter of 40mm. To begin with, I drew a drill blank on a piece of stainless steel:


Using a grinder with a cut-off wheel, I cut out a workpiece:


After that I made the drill shaft myself. I decided to make it from a ten-millimeter bar that was lying in my "scrap metal":

There was no thinner bar at hand. But I thought this one would do too. After all, a rod of this diameter will fit into any cartridge of a household drill. Of course, its thickness regulates the minimum diameter of the drill, but I always have drills up to twelve millimeters in stock. (These are drills for metal, but they can be easily applied to wood as well). And feathers are needed only with large diameters ..








I cut a piece of the desired length from the rod:

Clamping in a vice, I cut a diametrical slot with a cutting wheel. I figured out the depth of the cut by eye, simply by attaching the workpiece and marking such a depth “so that it was normal”. ))))


After that I checked to see if my “feather” was inserted into the slot of the rod:

Aligning exactly in the center, I made a marker on the plane corresponding to the thickness of the rod:


After changing the cut-off wheel to the cut-off wheel, I selected the metal between the slots.



Then I drilled out the upper half of the rod (up to the slot) with a drill with a diameter of six millimeters:

And in the lower half I cut the M6 thread:

After that, I inserted the nib into the shaft, aligned it, and, marking the center with a drill, I took it out and drilled a hole with a diameter of 6 mm.



The M6 bolt was my screw. It was easier for me to cut the threads. But if you do not have taps at hand, you can use it as a bolt - screw the nut on the other side. It will not hurt, it will simply not be so convenient to fasten it - you will need two keys.
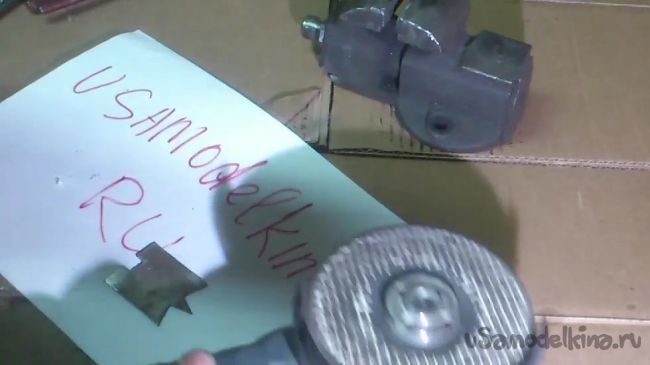
Now we will sharpen our drill. I used a homemade emery with a diamond cup. Just because I had it at my fingertips:

And you can sharpen it with anything, even with a grinder. It is not necessary to observe a certain angle here. It should not be made too sharp simply:

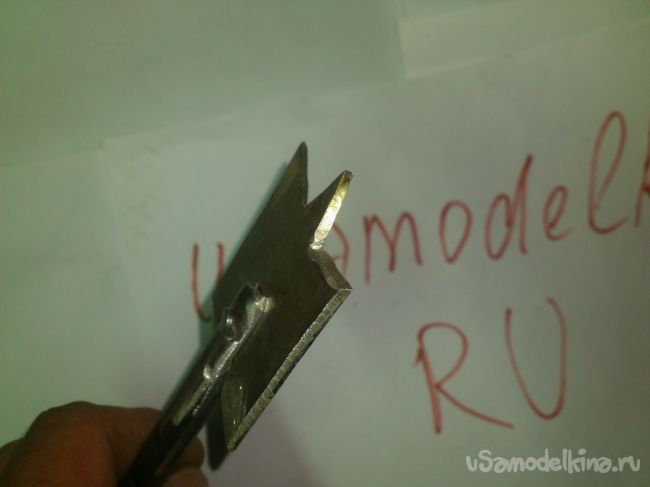
Everything! The drill is ready. It will drill both wood and chipboard quite easily:




Becausethe rod was already ready, it was not difficult to make a second feather, 20 millimeters wide:












Of course, these drills are not suitable for permanent, professional work. To do this, you need purchased drills made of good steel. But I'm not a professional. I'm a DIY! And the last time before this case, I used a pen drill of this diameter about ten years ago. And now it was needed again !! )))).
It took me about twenty minutes to make it. (During this time, I did not go, even to get him to the store))). And the production of subsequent diameters is half that.
And I did the job for them - I drilled the hole I needed. After that I will put it on the shelf and next time I will need it. maybe in a year. Or maybe in five. ... (Or maybe it won't be needed at all!)))) But you will no longer need to buy or make it. )))
.. By the way, at a construction site, when I needed to fasten beams and rafters, I also used just such a drill. At that time, I lent my friend my long drill for wood, and, as it usually happens, he did not return it to me in time. And in order not to waste days, I lost minutes - I made the same drill, only half a meter long, and did the job.
... For such purposes, such drills are very well suited.
Getting a big hole
Craftsmen are often interested in how to make a hole in a large diameter tree. There are several ways to do this:
- A circle of the required diameter is outlined. A small drill is used to drill inside the circle of the holes. Then, using a chisel, jumpers are cut.
- Take a water pipe. One side is sharpened under the teeth in the direction of the cut. In the second, a hole is made for the knob. The pipe is placed against the surface and a slow rotation begins.
- At the first stage, a through hole of a smaller diameter is drilled. On the second, a crown is taken, which is inserted to the maximum depth. At the final stage, the chisel knocks out under-drilled wood. Chipping will not occur, because the direction has already been set by the crown.
Wood drills have an extensive classification. At home, this is an important subject. However, each type of work requires the use of a specific tool. With the help of one, holes are made, the other - the pot, the third - the grooves. Knowing all these subtleties, it is necessary to have sets of such drills that will never lie in the household.
Drill selection
Twist drills, which are represented by a vertical rod with two flutes, are quite widespread. Due to the defined arrangement of the grooves, a cutting edge is formed. Among the features of the choice, we note the following points:
The victorious drill has become quite widespread. It can be used to work with various hardened alloys. However, a surface with too high hardness should not be processed with such a tool.
The choice is made in terms of the diameter. It should be borne in mind that it is quite difficult to get a large diameter hole.
The version with a larger diameter is much more expensive due to the use of a large amount of material in its manufacture.
Attention is paid to the angle of sharpening, the purpose of the product and the type of material used in the manufacture. For example, cobalt versions are more resistant to high temperatures.
It is recommended to pay attention to products from only well-known manufacturers.
This is due to the fact that the Chinese versions are made using low quality materials. However, such an offer is much cheaper and can be used for short-term or one-time work.
When choosing a drill, you can be guided by the applied markings. From it, you can determine what kind of materials were used in the manufacture.The diameter of the hole that can be obtained using the tool is also indicated.

Hardened steel drill
In a specialized store, you can find almost everything you need to carry out work. However, the rather high cost of the product and some other points determine the fact that some decide to make a drill on their own from scrap materials. This work can be done with the required tools.