Views
Advanced cutting tools have many combinations and the number continues to grow. Since such a drill is used simultaneously for drilling and tapping, the fixture consists of 2 parts. The first is the drill, the second is the tap. There are 2 types of these combined instruments.
The view described above is used for drilling holes and obtaining threads with a wide pitch of turns. Such operations are performed on thin metal. In this case, low requirements are imposed on the accuracy of the thread, the holes are made through. In this case, the drill has a length of 2-2.5 diameters of the second stage - the tap.

Another type of combined drill-tap was developed by Riga designers. This type is much stronger than the first type, with more accurate indicators. It cuts threads with a smaller pitch of turns, giving a high quality work. The step of the drill is one and a half times longer than the length of the drilling section, the thread can be made in large and small turns.
The second stage after the drill is made in the form of the same spiral and is supplemented with teeth that cut the metal, acting as a tap. The arrangement of the tool strips at an angle increases its resistance to overload during operation. In this case, the removal of chips occurs more freely.

Significant differences between different types of combination drills lie in the structure of the drill part. This part is carried out in the classic form - a drill with spirals. When the rear part of the auxiliary surface is in the form of a cylinder, the finished hole expands. The tool can be with or without a jumper.
This shape reduces axial loads, thereby increasing tool life. The downside is the difficulty in manufacturing and sharpening.

Another type of drill is the reverse-directed inner taper. This approach helps center the drill during the workflow. After work, the drill leaves a tapered mark, which is then cut off during threading. With shaped drilling, end chamfers of various heights and angles are bored. A clear advantage - you do not have to use an additional tool, waste time on two operations.
The disadvantages are undoubtedly the heavy load on the drill bands and the long operation time.

Manufacturers produce combined drills in split and one-piece versions. Such a tool cuts right and left threads, it is made from various types of metals.
Despite the obvious advantages, the tool has quite significant disadvantages. This is a low quality of the thread with a rigid fixation in the chuck of the machine. Difficulty setting when interacting with metal that is difficult to process - the axial feed must accurately correspond to the pitch of the specified thread.

Features of drilling in the field
If special coolant is not available, olive oil can be used instead. Vegetable is also suitable here, in which the proportion of oleic acid content is only 2 times less - 40%. In the event that none of these substances is at hand, then ordinary lard or fat can come to the rescue: the level of oleic acid in them can reach 44%.








When creating holes, it is necessary to set the minimum speed to no more than 200 rpm. Some drill models do not have the ability to select rpm.In this case, the problem is solved by using the on-off technique, in which a depression in the material is created due to inertia.
Keep the feed to the drill as low as possible
At the same time, it is important that it is uniform
How HSS drills differ from carbide models
First of all, HSS drills differ from carbide drills in their material technology.
-
High speed steel is produced by adding tungsten, chromium, molybdenum and other components to carbon steel. The material of HSS drills has high strength.
-
Cemented carbide is a composite material made by powder metallurgy technology and consists of micron-sized particles. The main component is tungsten carbide. Additional include titanium carbide, tantalum carbide, etc.
Solid carbide tools from HSS drills are characterized by higher hardness and heat resistance. However, carbide alloys have lower strength. They are afraid of vibrations and power loads. This prevents carbide drills from being used for intermittent cutting of workpieces at high speeds.
Due to the complex manufacturing technology, carbide tools are expensive. Prices for HSS drills are significantly lower.
Selection of the required type of drills
Most power tools come with a standard set of drills, the only difference being the size. For some tasks, this set is not enough; it is required to select other types of drills.
Spiral
Twist drills are used when working with wood. The diameter is 3–52 mm. Samples are produced with a pointed end. This ensures the stability of the tool on the workpiece being processed, excludes slipping. The taper shank allows you to mark the drilling point.
The number of revolutions directly depends on the diameter of the product, that is, the drilling speed is inversely proportional to the diameter of the drill.
So, when forming holes in soft wood using a drill with a diameter of 14 mm, the optimal parameter will be 1800 rpm, in the case of hard wood, the mode is halved, to 900 rpm. Following the rule, you can extend the operating period.
Long
The dimensions of the power tool must be taken into account. A drill with a diameter of 10 millimeters can be 45 cm in length and weigh about 3 kg. An ordinary household drill, equipped with such a drill, will not be able to make even a few turns. This type of drill is best installed on electric drill / mixer operating at low speeds.
The thinner the drill, the shorter and less weight it is. Long and thin will break when working.









Screw
Screw, or auger, products are drilled into wood against the growth of its fibers. Diameter and length are in direct proportion. So, the smallest drill in the line with a diameter of 10 mm has a length of 400 mm. Twist drill with a diameter of 50 mm in length reaches 1100 mm. There is a screw with a fine thread at the end of the products. The part does a good job of removing chips.
The Lewis drill, which has a serpentine configuration, with a diameter of 10–60 mm, belongs to the same category.
The table shows the prices for twist drills.
|
Brand |
Diameter |
Length, mm |
Weight, kg |
Price, rub |
|
Sturm |
12 mm |
230 |
0,135 |
120 |
|
Nammer |
20 mm |
460 |
0,480 |
672 |
|
Haisser |
25 mm |
460 |
0,580 |
758 |
|
Pqtools |
30 mm |
230 |
0,520 |
520 |
|
Anchor |
35 mm |
460 |
1,2 |
801 |
|
Bison |
40mm |
600 |
1,28 |
2114 |
There are long drills with handles for deep hole drilling. The manual device allows you to penetrate into the material as much as necessary.









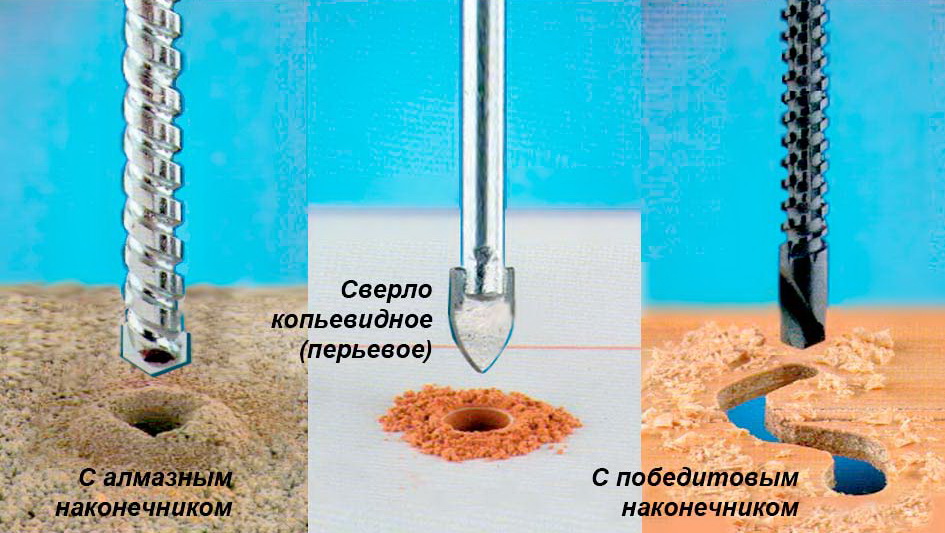
Feather
Pen drills allow you to create a large hole without using a special tool. The drill does not provide for chip evacuation, as is the case with spiral and screw samples. This is a problem when forming deep holes. The tool is used when drilling wood blanks, chipboard with a thickness of no more than 20 cm. If necessary, you can use a special extension cord.
Forstner drill
Forstner boraxes are used in the manufacture of furniture.They allow you to make a blind hole with an absolutely flat bottom. There are different diameters. An analogue of this drilling element is a ballerina, consisting of a centering drill and lateral incisors. The model has a device that allows you to set the required diameter of the future hole.
Ring
Ring drills, or crowns, allow you to process various materials (depending on the spraying), are used in construction, repair, sawing holes of large diameter.
In appearance, the crown borers resemble a ring with sharp teeth located on the edge.
There are also milling drills, termites. They allow in the process of work to carry out milling - displacement in a given direction. This is due to their design. The router can be used for working with wood, plastic, plasterboard structures.
Countersink
Countersink is used when it is necessary to hide the caps of fasteners, to provide holes for furniture confirmations. A recess of a given size is selected with a countersink. In most cases, the drilling unit is equipped with a 4 mm interchangeable center drill fixed with a clamping screw. The design with countersink can be additionally equipped with a depth stop.
Flexible
Flexible drill - a flexible shaft, one end of which is fixed in the chuck of the power tool, the other serves as a seat for the cutter and other drilling elements. The nozzle allows you to get to inaccessible places.
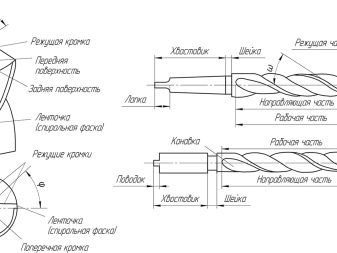
Drill design and geometry
Any drill, regardless of its purpose and design features, consists of two main components: a shank and a working part. The first serves to transfer rotation from the drive to the tool or fix it in a stationary state (on lathes). The working part consists of a number of elements that directly support the drilling process. The geometry of the drill depends on the characteristics of the drilling for which it is intended, as well as the material of the workpiece being processed (various metals, wood, plastics, composites, ceramics).
As an example, we took one of the most common types of such a tool in the industry: a twist drill for metal work with a taper shank (see drawing below). All drill angles shown in the illustration are for general metal work. On the left is a side view, and on the right - from the side of the working end (enlarged).
- Shank. Serves for clamping the tool in the machine spindle or chuck. When drilling metal on lathes, it is fixed immovably in the cone of the tailstock.
- Working part. Forms a cylindrical hole (or depression). It consists of a cutting part, the length of which for such metal drills is usually half of their diameter, and a guide with grooves for chip evacuation.
- Morse taper. For installation in spindles and tailstock of machine tools, a tool with a tapered shank is used, and for clamping in cam and collet chucks - with a cylindrical one.
- Foot. These structural elements are present only on taper shanks and are designed to knock the tool out of the spindle or arbor.
- Neck. Provides the convenience of approaching and retracting the grinding tool when machining spiral grooves. It does not perform any working functions, therefore, drill markings are usually applied to it (stamped directly on the metal).
- Guide part. Also called gauge. Leaning on the walls of the hole drilled in the metal, guides the tool along its axis. Includes spiral ribbed surfaces and chip evacuation grooves.
- The angle of inclination of the spiral surface. For metal processing, it is 18 ÷ 30 °.
- Chip removal groove. The speed of chip removal depends on its width, slope and surface quality.
- Cutting diameter. Equal to the distance between the outer edges of the cutting edges.
- Cutting edge.This is the sharp edge between the front surface (chip groove) and the rear surface to be sharpened.
- The main angle at the top. The angle between the cutting edges has a significant effect on the cutting process and the strength of the drilling tool. For metal work, its standard value is 116 ÷ 118 °.
- Back surface. To reduce friction in the cutting zone, the flank is sharpened at an angle to the cutting edge. For drilling metal, its value near the tape should be 8 ÷ 12 °.
- Jumper. Structural part common to both rear surfaces.
- Transverse cutting edge. Sharp edge on the lintel separating the rear surfaces. With correct sharpening, the geometric center of the cutting part is located in its middle, which should coincide with the axis of the tool.
- Ribbon. Two strips slightly protruding above the spiral surfaces that calibrate the hole and reduce friction against its walls.
The general arrangement of other types of metal drills is similar to this, although, depending on their purpose, they may differ in the design of the cutting part and chip control grooves.