Features of use
Each of the types of diamond drills is distinguished by certain features that must be taken into account when choosing and using such a tool.
Diamond core bits
The diamond tool, the cutting part of which is equipped with electroplated core drills, looks very much like conventional core drills. A great advantage of such a tool, in addition to its affordable cost, is also the fact that when using it, a small end pressure is exerted on it. As a result, it can be used for drilling at high speeds, which increases the productivity of the process.
Types of diamond core bits
Meanwhile, a core drill or tubular drill, on the cutting part of which diamond sputtering is applied, also has a serious drawback: it has a small service life and allows only a few holes to be made qualitatively. That is why tools based on a diamond-coated tube are used primarily for drilling tiles.
Sintered diamond drills
As mentioned above, drills, the cutting part of which is made of diamond chips by sintering, are highly reliable and can be successfully operated for a long time. Each of these tools, if all technological recommendations are followed when using them, can drill more than one hundred holes. However, drills of this category also have disadvantages, the most significant of which is that during machining the tool is subjected to significant end pressure, which does not make it possible to apply a high machining speed. This disadvantage results in a significant reduction in drilling performance.
Tubular drill "Zubr-Professional" with diamonds on vacuum brazing
Cone type diamond drills
Diamond tools with a tapered cutting surface simultaneously combine the advantages of diamond drills belonging to the category of tubular tools and circular drills. As mentioned above, such a tool in its appearance is very similar to conventional drills for metal, but differs from them in the material of manufacture. To apply diamond coating to the working surface of these drills, advanced technologies are used to create a tool that is characterized by the highest resistance to wear.
The technology used to process the working part of cutting tools of this type allows you to create a coating on it, in which the number of diamond grains is increased by 2–2.5 times. This technology does not involve conventional galvanic treatment, but the application of a diamond coating by a vacuum diffusion method. When using this method, the gaps between the diamond grains are filled with metal, which ensures the highest durability of the formed coating.
Marking of HSS drills, their types and domestic counterparts
All HSS drills are marked accordingly. There are three varieties of this steel.
-
Tungsten (T1 – T15).
-
Molybdenum (M1 – M36).
-
Highly alloyed (M41 – M62).
Tungsten HSS Drills
From this group, the most widespread are drills made of four types of steels.
-
T1 (domestic analogue - P18). This HSS steel (18% tungsten) with high characteristics (grindability, strength and wear resistance) is used for making drills and other general-purpose tools. They are best suited for machining carbon and alloy structural steels.
-
-
T2 (domestic analogue - R18F2).The alloy contains 2% vanadium. It is used for the manufacture of finishing and semi-finishing drills intended for processing medium alloy structural steels.
-
T3 (domestic analogue - Р18K5Ф2). The alloy contains 18% tungsten, 5% cobalt and 2% vanadium. Such tools are characterized by increased secondary hardness and wear resistance, but have low grindability. This type of drill is best suited for machining workpieces made of high-strength, corrosion-resistant and heat-resistant steels and alloys.
-
T15 (domestic analogue - R12F5K5). This marking on HSS drills means that in addition to 12% tungsten, vanadium (5%) and cobalt (5%) have been added to the alloy. These tools are distinguished by their high strength, toughness and wear resistance. They are used when drilling difficult-to-machine materials.






Image # 1: Composition of tungsten HSS steels
Molybdenum HSS Drills
The main alloying component of steels in this group is molybdenum. Also in different quantities may contain:
-
tungsten,
-
cobalt;
-
vanadium;
-
carbon;
-
and other components.
Image # 2: composition of molybdenum HSS steels
The most widely used are HSS drills made from the following types of molybdenum high speed steels.
-
M1. From steel of this grade (8% molybdenum), general-purpose tools are produced. These HSS drills are highly flexible and shock resistant. Redness is lower than that of analogues.
-
M2 (domestic analogue - Р6М5). It is the most common material for the production of HSS drills. The alloy contains 6% tungsten and 5% molybdenum. It has balanced strength, hardness and heat resistance.
-
M3 (domestic analogue - Р6М5Ф3). This alloy also contains 3% vanadium. HSS drills made from this steel are characterized by lower abrasive wear.
-
M7. The main alloying components are molybdenum (8.75%), vanadium (2%) and tungsten (1.75%). Drills made from this HSS steel are used for drilling in hard and heavy metal.
-
M35 (domestic analogue - Р6М5К5). In addition to tungsten, molybdenum and vanadium, this alloy contains cobalt (5%), as well as small amounts of manganese, silicon and nickel. The advantages of this material are good toughness, excellent grindability, heat and wear resistance. HSS drills made from this alloy are used when machining workpieces from improved alloy and stainless steels under conditions of increased heating of the cutting edge.
-








High alloy HSS drills
For the production of high-alloy HSS-drills (with high impact toughness and operating in cold conditions), molybdenum alloys are used, which are subjected to a special heat treatment.
Image # 3: composition of high alloyed HSS steels
-
M47 (domestic analogue - Р2АМ9К5). It contains large quantities of molybdenum (9%) and cobalt (4.7–5.2%). The alloy has an increased tendency to decarburization and overheating during quenching. Grindability - low. HSS drills made from this alloy are used for machining workpieces made from improved alloy and stainless steels.
-
M42. Contains a large amount of cobalt and molybdenum (8 and 9.5%, respectively). HSS drills made from this alloy are characterized by increased redness and abrasion resistance. Such tools are used in the processing of viscous and complex metals.
Drill types for deep drilling
The following can be used as drills for deep drilling:
- spiral drills with a cylindrical shank, the parameters of which are regulated by GOST 886-77 (by their design, spiral drills with a cylindrical shank belong to long series tools, with which they create holes with a depth exceeding 15 diameters);
- rifles, the cutting part of which is completely made of hard alloy;
- rifle, on the cutting part of which carbide plates are fixed by soldering;
- rifle, equipped with not only basic, but also intermediate carbide plates;
- ejector, which are used to perform deep drilling on machines with a horizontal cutting tool;
- cannon, on the surface of which there is a V-shaped groove, designed to remove chips (processing with this type of drill is an outdated method of obtaining deep holes).
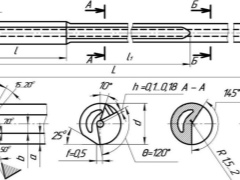
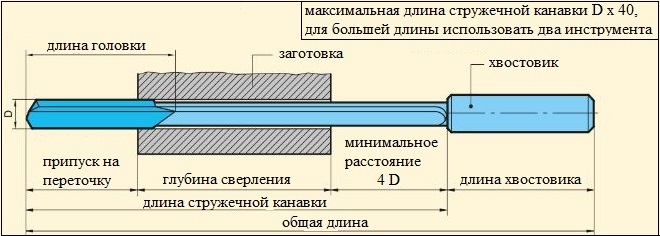
Deep hole drills
GOST 886-77 Spiral drills with cylindrical shank. Long series. Main dimensions
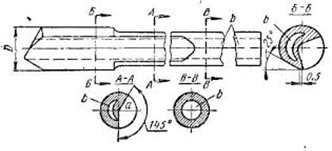
Twist drills with a cylindrical shank, produced in accordance with the requirements given by GOST 886-77, are distinguished by an elongated working part. In accordance with the provisions of the above 77th standard, such an elongated tool can be made entirely of high speed steel or equipped with cutting inserts made of carbide.
GOST 886 of the 77th year also stipulates that the cooling of drills of this type can be provided by not only external, but also internal coolant supply. Twist drills, as indicated by GOST 886-77, can be produced not only with a cylindrical shank, but also with conical shanks. The process of deep drilling itself, carried out by means of such drills, can be carried out both with their periodic extraction from the hole being made, which is necessary to remove the formed chips from it, or without performing such a procedure. If we compare twist drills with gun and cannon drills, then when using the former, the drilling performance increases almost 8 times.

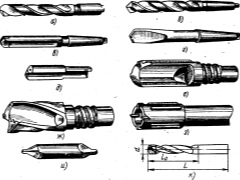
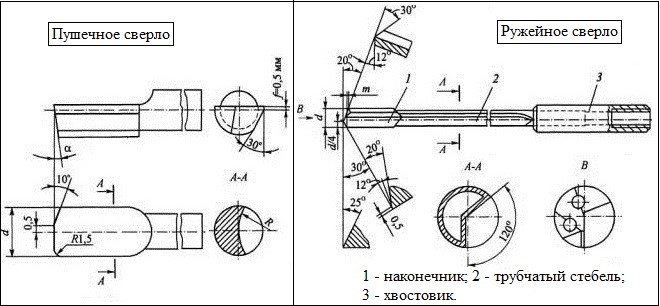
Examples of working heads for gun drills
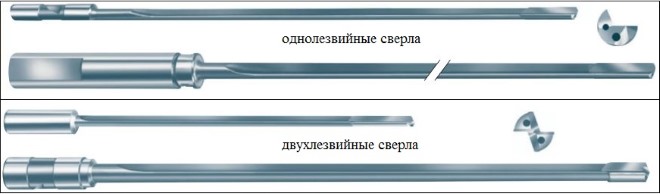
Gun and gun drills are single-cut tools, with which you can create deep holes with diameters ranging from 0.5-100 mm. Cooling of drills of this type is carried out through a hole made in their inner part, and the chips formed during processing are removed using a special groove made on their outer surface. Gun and gun drills, equipped with carbide cutting inserts, have a conical configuration of the working part, which ensures better guidance of the tool in the processing area.
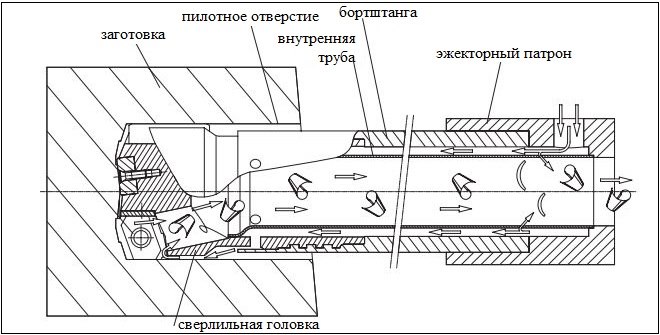
The principle of operation with an ejector drill
Drill types for deep drilling
In today's metalworking technology, several types of drills are used for deep drilling of parts.
Let's consider their main types:
-
- Gun drills. The characteristics of this type of drill have been discussed above. Recently, a tool has been produced with a slightly modified form in relation to the traditional one. This improves the productivity of the process and the quality of the processed parts. It makes sense to use cannon drills when machining small diameter holes. The length of the holes is usually no more than 40 diameters. It has an IT9 accuracy and a surface finish of 0.09 - 3.5 µm.
- A single piece gun drill. They are also called monolithic drills because they are made of solid carbide material. There is a special passage inside the drill for supplying the cooling lubricant. Chips and coolant are drained away from the workpiece through the outer helical groove. They are used for drilling holes up to 100 millimeters. Depth - up to 100xD. The tool got this name because it was previously used to handle the barrels of firearms.
- Gun drill, made according to the technology of fixing carbide cutting inserts by brazing. Like other drills of this type, they provide high dimensional accuracy with minimal deviation of the drilling axis.
- A gun drill with additional cutting inserts. These drills make the cutting process more productive.
- Twist drills with cylindrical shank.Manufactured in accordance with the requirements of GOST 886-77. They have an extended cutting part, which can be made entirely of high speed steel or have carbide inserts. The coolant supply can be both inside and outside. The shank can also be cylindrical in shape.
- Perforated drills. They are used for drilling shallow stepped holes.
- Ejector drills. Used for drilling deep holes in metal-working machines with the placement of the cutting tool in the horizontal plane.
Drills for wood
Relatively small holes up to 12 mm in wood or wood composites (chipboard, MDF) can be drilled with a conventional metal twist drill. But holes, which are subject to increased requirements for dimensional accuracy and surface cleanliness, are performed with drills specially designed for wood. They are made from tool steel or carbon steel and are not suitable for metal.







Twist drills. Designed for drilling small and medium-sized holes. As already noted, twist drills for metal can be used instead, but the holes after them are of inferior quality.
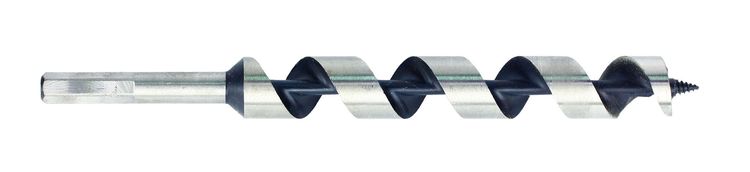
Twist drills. They have a sharp cutting edge and auger-like shape. Thanks to the latter, chips are easily removed from the hole. These are quality drills that are used if you want to get a deep hole with a smooth wall.
Pen drills. They are used for making holes of relatively large diameters - from 10 to 25 mm and more. These are the simplest and most inexpensive drills, you can even make them yourself from a suitable plate and a round rod. But the quality of the holes after them turns out to be low - rough walls, not very accurate dimensions.

Crown. The term "crown" means that this tool is made in the form of a hollow cylinder, on the edges of which teeth are located. The drilling is obtained in the form of a ring, from which the inner part is then removed. The crown is an indispensable tool if you need to get a large hole - up to 100 mm or more. In stores, it is offered in the form of a set, which contains a mandrel, a center drill with a shank and several crowns of different diameters.

Forsner drill. It is a tool for making precise holes in wood (especially soft wood), chipboard, laminate, etc. It has a centering point and a sharp edged scorer. Thanks to the latter, the hole is precise and smooth. If you need to get a blind hole with smooth walls and accurate dimensions, the Forsner drill will do the job in the best way.

What it is?
This product group includes a number of different types of attachments. Each of the models is used to fulfill its tasks. For example, a drill made in accordance with GOST 10903-77 works to increase the area of the drilled hole. Each of the spiral nozzles has characteristic features inherent in it: geometric design, type of cutting edge, material of manufacture and type of its processing, for example, sprayed or steam treated steel.
The shape of the nozzle is very important, as it determines whether a drill is selected for a certain type of work or not. Different types of cutters are used for different surfaces and for drilling holes of different depths and diameters.
For the manufacture of such gimbals, alloy or carbon steel grades 9XC, P9 and P18 are used. The last two are labeled as HSS and are fast cutting. Such alloys do not lose strength when heated, even strong, which makes their products indispensable for drilling. In order to determine in which area the drill will be used, you need to know the angle of its sharpening, that is, the magnitude of the angles of the two main cutting edges and the transverse one. To drill plexiglass, plastic, you need a nozzle with an angle of 60 to 90 degrees. The thinner the sheet to be drilled, the smaller the sharpening angle should be.
A small value gives a good indicator of heat dissipation, and this is important for those materials that deform when overheated. But it must be borne in mind that sharpening at a low angle makes the drill itself more vulnerable, fragile, so it can only be used for drilling non-solid materials
The clearance of the clearance angle should not be less than 15 degrees. Otherwise, the drill will scrape the surface rather than cut it, leading to deformation.
The angle at which the cutting edges converge on the tip is between 118 and 135 degrees. There are also extra chamfering bits - double sharpening. This method reduces the friction that occurs during the drilling process. There are also devices with two stages that make the shank more perfect. With a two-stage tip drill centering becomes much more accurate.








Taper shank drills have the same function as their cylindrical counterparts and consist of the same elements. The device of the working part of the drill includes a cutting part (these are two main and one transverse edges) and a guide (it includes auxiliary cutting edges). A shank is an element through which the nozzle is fixed in the chuck of the power tool. The cone shape, which the shank has, is convenient in order to easily fix and release the product from the chuck.
What are the best metal drills?
Large enterprises - industry leaders - have at their disposal expensive control and measuring equipment, which allows them to maintain a consistently high quality of their products.
Let's briefly list main types of drills for metal
made of high speed steel:
1. Steel drills HSS-E
contains cobalt and surpasses other steels in cutting properties, therefore they are used for work on viscous and complex materials. Diager HSS drills-E Co 5% meet the highest quality standards. They are mainly used for drilling stainless steel as well as alloyed and unalloyed steel with tensile strength up to 1200 N / mm2.
2. Three-layer coating of drills HSS-TiAlN
(titanium-aluminum-nitrite) has a lower coefficient of friction, and also forms a thermal barrier (the drill does not lose its properties when the outer shell heats up to 700 ° C), increases the strength and increases the service life of the drill by about 5 times. A TiAlN coated drill should not be re-sharpened; damage to the coating will negate the benefits of this drill. Diager HSS-TiAlN drills are used for productive drilling of alloyed and unalloyed steel with tensile strength up to 1100 N / mm2, stainless steel, cast iron.
3. Drills HSS-TiN
made of steel coated with titanium nitride, they also heat up significantly less during operation, which increases such characteristics of the drill as strength and service life by at least 3 times. TiN coated drills should not be re-sharpened. Diager HSS-TiN drills are used for drilling alloyed and unalloyed steel with tensile strength up to 1100 N / mm2, cast iron.
4. Drills HSS-G
- ground drills from tool high-speed steel have increased durability and low radial runout. HSS-G drills are the most common cutting tools for standard tasks. Diager HSS-G drills are used for drilling in alloyed and unalloyed steel with tensile strength up to 900 N / mm2, cast iron.
5. Drills HSS-R
rolled and heat treated. Drills have the lowest durability. They are mainly used for drilling in mild steels and cast iron.
Separately, it is worth highlighting carbide drills
or drills with a soldered carbide tip, they have maximum strength, can withstand heavy loads. Used for drilling heat-resistant steels, stainless steel, titanium alloys.
Drills for metal are made from tool high-speed steel HSS (High Speed Steel
). These are alloy steels containing elements such as tungsten, molybdenum, as well as vanadium and cobalt. These additives have a positive effect on such characteristics of steel as hot hardness (the heating temperature that the steel can withstand), redness (the time that the steel can withstand high temperatures), fracture resistance.
In the process of operation of the cutting tool, there is an intense release of heat, which is used to warm up the tool. For tools made of ordinary carbon steel, it is unacceptable to operate when heated above 200 ° C, because the hardness of the steel begins to drop rapidly. Modern high-speed steels retain their properties at 500-600 ° C, which can significantly increase the drilling speed.
The process of manufacturing and heat treatment of drills plays a very important role. Large enterprises - industry leaders - have at their disposal expensive control and measuring equipment, which allows them to maintain a consistently high quality of their products. NoName drills are often made of poor steel, the geometry is not maintained, it is almost impossible to re-sharpen them - after working off the factory sharpening, the drill becomes unsuitable for further use.
To the question "Which drill bits for metal are better?" we will answer this way - drills that will allow you to perform a specific task as efficiently as possible.
The article will tell you how to choose and operate a metal drill correctly. You will learn about their varieties, coating and processing features, as well as design differences. The article contains tables for decoding international designations, as well as an analysis of prices for drill sets.
Drilling in metal and plastic is one of the necessary operations, both in professional work and at home. As a rule, it is performed with one drill, since both materials have a monolithic structure of different densities. Therefore, metal drills are applicable to plastics with little or no wear.
How to choose a stepped drill?
In order not to be mistaken with the choice of a stepped tool, it is necessary first to find out what key technical characteristics it has.
Considering various modifications, attention should be paid to the color of the product, and this is not related to the aesthetic component
- If the product is made in a gray-steel color, then this will be a hint that steel was used as the material for the tool, with which the necessary processing was not carried out. Therefore, most likely, the quality of such a tool will be low.
- If the drill is made of black steel, then this is a sign that the material is being processed using hot steam. This operation improves the strength characteristics of the material. A drill product in such an embodiment would be preferable to a device that has not been manipulated in any way.
- If the material of the drill is gold-colored steel, then, in the process of making the tool, internal stress was removed from the metal. The benefit of such an operation is to provide more convenience when working with such a drill.
- If the drilling device is characterized by the presence of a bright golden hue, then this is a sign of the presence of a wear-resistant surface layer, for the role of which, in most cases, titanium nitride is chosen. Although such a drill is significantly more expensive, in terms of operation, it outperforms many simple products.
Steel specifications and markings
You do not need to dwell on all types of steels that can be used to create step drills due to their large number. For this reason, the best choice would be a product that has the HSS mark on the material. It can be understood from it that this tool can provide high-speed drilling, preventing deformation of the metal when heated.





Diameter of working thresholds, starting and final
Already at the very beginning of the choice, you need to pay attention to these parameters, given that the average price of drills reaches the level of 2500 rubles
Manufacturer and cost of step devices
The first criterion is so important, since it is best to choose such a drill, for the manufacture of which steel was used, that meets the requirements of the current GOST
If it is important for you to be sure that the purchased product for drilling has a guaranteed high quality of workmanship, then you can pay attention to the products under the TOP CRAFT brand
Sharpening capability
According to experts, the lack of such an opportunity for the drill will ensure a long service life, since the user will not change the configuration of the product. At the same time, in some situations it may be necessary to sharpen the device, which will also increase its service life. Here you can already make a final decision, focusing only on your own opinion.