Step-by-step instructions for replacing a saw band
Consider the process of replacing a band saw on a hand held metal cutting machine.
Sudden switching on of the power is bound to cause serious injuries, many of them are life-threatening. Never violate the safety rules, they are written based on someone's mistakes and injuries.
| Step, no. | Description |
|---|---|
 Step 1 Step 1
|
Fold down the protective hood of the saw band drive mechanism. It is fixed on several latches, there are mounting loops at the bottom. |
 Step 2 Step 2
|
Loosen the saw tension as much as possible. To do this, it is necessary to turn counterclockwise a special lever located at the end of the machine body. When the screw rotates, the idler wheel is shifted towards the drive and thus relieves the tension on the saw band. |
 Step 3 Step 3
|
Remove the saw from the idler pulley, then remove it from the guide and then from the drive pulley. Work in tight gloves, do not injure your hands. Do not bend the saw blade strongly, it may injure the operator when leveling. The saw in the guide mechanism is held by bearings, they level the cut and damp vibrations. For effective operation, the bearing cages tightly press the canvas, and it should be removed from there with a sharp blow of the hand. Do not use hammers, they can damage the machine parts. |
 Step 4 Step 4
|
Take out a new saw, clean it of technical oil, make a visual inspection. If any factory defects are found, it is strictly forbidden to use the saw. Begin to insert the blade into the guide device, it should fit snugly into the bearings. If everything fell into place, then you should feel the moment the canvas enters into contact with the clips - the force will increase, the upper edge of the canvas will rest against a metal surface. |
 Step 5 Step 5
|
Slide the saw carefully onto the drive pulley and then onto the driven pulley. Place it exactly in the previous place. Tension the blade slightly by rotating the tensioning knob. Re-adjust the position of the saw in the rollers and re-tighten the saw. At this stage, the saw is not tensioned to the working values, but only pulled up for correct laying. It is strictly forbidden to pull the saw with the cover open in the instructions for use of the equipment. |
 Step 6 Step 6
|
Snap the saw cover back on. The replacement of the cutting tool is done, but it is not yet possible to work on the machine - the saw needs to be adjusted. The algorithm of actions changes slightly taking into account the technical data of the machines, but the principle is the same. |
Apparatus for working with metal
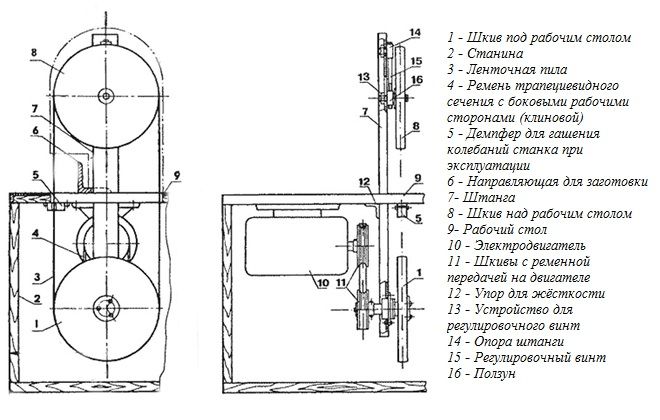
All carving tools are divided into several types, but the main and most convenient is the vertical type. It is such a machine that allows you to move the workpiece during operation, while other types firmly fix it.
The main classification subdivides the devices according to the material for which they will be used:
- For metal carving.
- For processing synthetic materials.
- For a tree.
- For a stone.
And also the tool is divided depending on the teeth. Here strips with unhardened teeth stand out, which are rather low in cost, but operate at a minimum feed rate of about 7 meters per minute. On the other hand, belts with hardened teeth have high wear resistance and a higher feed rate, but such a device is more expensive.
Tool selection rules
In the arsenal of each sawmill and workshop there are band saws for metal. How to choose a quality device:
To begin with, you need to choose two or three companies that hold leading positions in the market and are distinguished by their reliability and quality.
An important place is occupied by the ratio of price and service costs. The device, first of all, should be flawless, easy to sharpen, and easy to cut material.
Number of teeth
Experts recommend purchasing saws, the number of teeth on which is a multiple of three. It is these devices that ensure the normal and long-term operation of the instrument.
Major saw manufacturers
 The top position in terms of price-quality ratio is occupied by Simonds tools. The saw blades are made in the USA from a patented carbon alloy, which, unlike other blades, is twice heat-treated, which makes it very durable. The company monitors the quality of each device by scanning for cracks.
The top position in terms of price-quality ratio is occupied by Simonds tools. The saw blades are made in the USA from a patented carbon alloy, which, unlike other blades, is twice heat-treated, which makes it very durable. The company monitors the quality of each device by scanning for cracks.
Another company that has established itself in the market is Wood-mizer, which manufactures devices for different conditions. The first variety is standard saws. But even this type of tool has its own characteristics, namely the Wood-mizer makes the teeth stronger using electromagnetic induction, which allows you to increase the gap between sharpening. The company also produces tools for industrial enterprises and for sawing heavy-duty metals and wood.
Arntz is a famous German company that has gained popularity all over the world. Saws of this brand are made of materials containing cobalt, which makes the tool durable and wear-resistant. A feature of this brand is that the saw has a speed increase function.
It is these manufacturers of band saws that are the most reliable, time-tested and have many positive reviews.
Sharpening features and length calculation
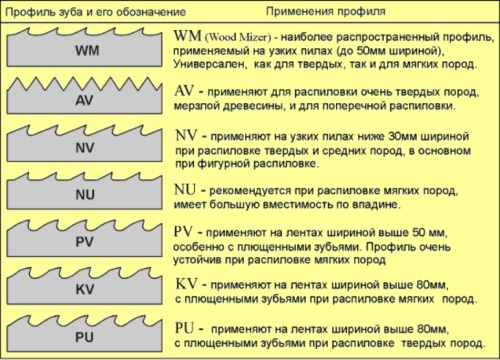
The sharpening of the tape is carried out in compliance with special rules. It is possible to sharpen belts made of tool steel, carbide alloys, or with carbide teeth. Diamond-coated tools cannot be sharpened. The sharpening angle, tooth profile and type of setting affect the efficiency of the band saw when processing various materials. For example, for canvases on wood, the following types of tooth profiles are used:
- The WM profile is the most common type of notch profile and is used for both hard and soft wood species.
- AV - used for sawing very hard types of wood, frozen logs and for cutting across the grain.
- PV and KV are used on wide belts for sawing soft wood species.
For cutting thick metal sheets, teeth with a positive angle in the direction of travel are used. Small pitch strips are more suitable for cutting thin sheet metal. In order to avoid clamping the band during operation, it is necessary to set the teeth at the same time as sharpening. There are three main types of wiring:






- Standard. The teeth are divorced according to the following pattern: napavo-straight-to the left.
- Group: left-right-left.
- Wave: three teeth are set aside to the right, three more to the left.
In addition, several additional types of wiring are used, which are more suitable for highly specialized work.
The calculation of the length of the tape blade is made in accordance with the instructions from the manufacturer, which comes with the machine. If the instruction is lost, you can calculate the required length of the tape using the formula:
(A x 2) + (B x 3.14), where A is the distance between the centers of both pulleys of the machine, B is the diameter of each pulley, 3.14 is the pi number (standard value). The distance between the pulleys should be measured at the average value of their dilution relative to each other, so that it is possible to increase or decrease the degree of tension during operation.
Views
The second criterion for choosing a blade for a hacksaw is the material from which the product is made.
Used steel grades: Х6ВФ, В2Ф, Р6М5, Р12, Р18. Domestic products are made only from these types of material, but diamond-coated products are found in specialized stores. The surface of the file is sprayed from various refractory metals, titanium nitride. These files differ in appearance in color. Standard steel blades are light and dark gray, diamond and other coatings - from orange to dark blue. The tungsten carbide coating is characterized by the extreme sensitivity of the blade to bending, which affects the short life of the blade.
Diamond-coated tools are used to cut abrasive and brittle materials: ceramics, porcelain and others.
The strength of the file is ensured by the hot heat treatment procedure. The saw blade is divided into two hardening zones - the cutting part is processed at a temperature of 64 to 84 degrees, the free zone is exposed to 46 degrees.
The difference in hardness affects the sensitivity of the product to the bending of the blade during the execution of work or the installation of the file in the tool. To solve this problem, a standard was adopted that regulates the indicators of the forces applied to handheld equipment. The force on the tool should not exceed 60 kg when using a file with a tooth pitch of less than 14 mm, 10 kg is calculated for a cutting product with a tooth pitch of more than 14 mm.
Saws made of carbon steel, marked with the HCS mark, are used for working with soft materials, do not differ in durability, and quickly become unusable.
Metal cutting tools made of alloy steel HM are more technological, like blades made of alloyed chrome, tungsten, vanadium. In terms of their properties and service life, they occupy an intermediate place between carbon and high-speed steel saws.
High speed products are marked with the letters HSS, are fragile, high price, but more resistant to wear of cutting elements. Today, HSS blades are being replaced by bimetallic saws.
Bimetallic products are designated by the abbreviation BIM. Made of cold-rolled and high-speed steel by electron beam welding. Welding is used to instantly connect two types of metal while maintaining the hardness of the working teeth.









Choosing a band saw blade
To get the right tool, you need to test it against a number of parameters. This prudence will allow you to achieve an even cut line, the absence of cracks and chips on the workpiece. For the cutting tool, several types of blades are produced, which are designed to work:
- with a stone;
- metal;
- tree;
- synthetic materials.
How to choose a metal band saw?
To work with various metal blanks, certain types of blades are required:
- for cutting high-carbon steels, tools made of composite alloys of the M-51 brand are suitable;
- low- and medium-carbon steels - bimetallic blade for a band saw, grade M-42;
- continuous cutting of heat-resistant steels - SP models;
- cutting titanium billets and nickel alloys - TST type tools.
How to choose the width of the canvas
Sizes of band saw blades for wood and metal should be selected taking into account the nature of the work. The tool width varies between 14–80 mm. Cutting parts 31–41 mm are considered standard.
The wider the saw, the smoother the cut will be. So in the absence of instructions for normal cutting, choose the widest blade that is suitable for the band saw. In this case, the material will be fed as quickly as possible.
For contour cuts, select a saw that is narrow enough to be used to cut corners and shapes in the material.
Band saw teeth: basic parameters
Number of teeth
-
the more teeth, the smoother the cut of thick-walled workpieces;
-
with a low density of teeth, the load on the workpiece area decreases;
-
with a large number of cutting edges, the stress during operations is distributed over the entire surface of the saw.
The size of the teeth.
-
Standard teeth are suitable for cutting thin material and shape cutting.
-
The coarse teeth are suitable for deep cuts.
-
Low cutting edges are the best choice for cutting thin-walled sheets.
Teeth pitch
-
coarse constant pitch is suitable for cutting thin-walled sheets of small sizes;
-
frequent, evenly spaced teeth are successful when cutting large webs of the material being processed;
-
Variable tooth belts are suitable for processing soft materials (plastic, non-ferrous metal, wood).

Image # 1: Determining the pitch of the saw band teeth
Manufacturers develop special guidelines for the selection of the pitch of the teeth for various types of rolled products (solid billets, profiles, sheets, pipes) for the product range.
Setting the teeth

Image # 2: Bandsaw Teeth Wiring Diagrams
According to this parameter, all canvases are divided into 3 groups.
-
Wavy profile. The teeth are located in the form of a wave along the entire length of the band saw blade, have a different angle of inclination. The corrugated profile is used for cutting thin materials and small workpieces.
-
-
Standard wiring. The edge elements are placed alternately on both sides, one tooth in the center. The standard set is suitable for sawing large metal sections on horizontal machines, contour cuts and material handling on vertical feed equipment.
-
Group wiring. The notches on the edge are arranged in pairs on the left and right sides. These tools provide maximum speed and clean cuts with a low load on the cutting part.









Sharpening quality determined by eye, focusing on the following criteria:
-
sharpness of teeth;
-
uniformity of the cutting edge material;
-
evenness of the edge line.
Important! Check at the time of purchase whether the blade can be sharpened and how many cutting edge refresh cycles are allowed.
Caring for your band saw
During operation, the modes of coolant supply should be observed. Without lubrication and cooling, belt life is significantly reduced. When installing a new blade, you should "roll" it in idle mode for 10-15 minutes and only then perform several cuts in a mode with a load of up to 50% of the nominal.
Correct operation and durability of the band saw depends on the sharpening and setting performance. For these operations, special machines with different setting modes are intended. When sharpening, in addition to the actual restoration of the sharpness of the teeth, the elimination of microcracks and defects arising in the sinuses is carried out. Adjusting the stock removal height is also very important to maintain the strength of the web.
Sharpening is carried out without pressing the grinding wheel, in order to avoid annealing of the tape, which can occur even with the correct settings for the type of tooth and its pitch.
How to care for canvases
How do you sharpen band saw blades?
By the master
With improper handling of the tool, all saws fall into disrepair ahead of time.
The saw requires periodic maintenance, which includes the following points:
- Cleaning of the canvas - performed after each processing of materials. The accumulated melted dirt not only makes the product untidy, but also prevents it from working correctly.
- Carrying out preventive sharpening. Band saws have two options for sharpening - according to the full profile scheme and along the edges of the cutting teeth. For the first method, the master will need a machine. Cleaning of faces is possible manually.
- Breeding teeth. The meaning of the setting is to spread the teeth of the instrument in different directions. Even teeth are bent in one direction, and odd teeth in the opposite direction.The easiest way to breed is with pliers.
- Blade welding. Resistance butt welding consists in passing an electric current through the compressed ends of the saw. As a result of the passage of current, the end edges of the saw band are heated, melted and welded. For the welding of fabrics, specialized devices are produced.
The best band saws for metal
Metal cutting machines are equipped with a serrated blade for sawing metal, alloys or other hard materials. The movement of the tape is carried out not round, but back and forth. When choosing, it is worth looking at the power and cutting depth. VyborEksperta specialists analyzed the niche and selected the 3 most reliable models.
Metalmaster BSM-85 17434
The machine from Metalmaster allows you to quickly and efficiently saw metal workpieces in small batch production conditions. The speed can be smoothly changed from 40 to 88 m / min. The tilt angle can be adjusted to 45 or 90 degrees due to the swivel mechanism of the vice. The overhang can be changed, which allows you to process workpieces of different sizes.
Thanks to the side stop, you can immediately set the material to the desired level, get parts of the same size. The cast iron frame provides good rigidity to the entire structure. Lightweight and compact make the machine mobile. It can be moved to another location alone.











Dignity
- Powerful bed;
- Smooth cut;
- Does not vibrate when working;
- Secure grip of the vice.
disadvantages
No adjustment of the cutting depth.
The model is designed for fast cutting of non-ferrous or ferrous metals, alloys and other hard materials. The machine handles workpieces up to 85 mm in diameter. It is also handy for sawing with frequent angle changes.
Stalex BS-912G 388011
The most productive band saw in the ranking. With wheels and a handle, it can be easily moved around the workshop alone. The model handles workpieces up to 23 cm in diameter. The throttled hydraulic feed cylinder automatically adjusts the lowering speed of the saw frame for different material profiles. This ensures optimal cutting performance and a long service life of the machine. The rotary vise jaws with a gear drive are reliable, allow you to cut at an angle. Ergonomic control levers fit comfortably in your hand.

Dignity
- Narrow kerf;
- Low power consumption;
- Ease of maintenance;
- Precise cut.
disadvantages
Price (166,000 rubles).
The band saw from Stalex belongs to the semi-professional equipment and is needed when you have to work with various types of metal workpieces. The model is reliable and easy to care for, it will last more than one year, even with daily stress.
Makita 2107FK
Reliable hand-held band saw for metal according to the VyborEksperta team. The model is suitable for cutting pipes and rubber. It is most often used for electrical, plumbing or assembly work. The speed controller allows you to select the optimal power when cutting various materials. The clamping lever allows quick installation or replacement of the blade. You can work with the saw even in the dark. It has a built-in illumination of the working area, which can be turned on as needed.
The saw handles parts of various shapes with a diameter of up to 12 cm.

Dignity
- Low weight;
- Double-sided web support;
- Build quality;
- Long service life.
disadvantages
They are quickly snapping up.
How do the parameters of its teeth affect the choice of a band saw?

As for the size of the teeth and the frequency of their placement, the following patterns are observed here:
- The more teeth, the higher the quality of the cut will be obtained when cutting thick-walled workpieces.
- For blades with a small number of teeth, the load on their area is also reduced.
- With a band saw with many teeth, the cutting stress is distributed evenly over the entire surface of the saw blade.
- Saws with large teeth allow deep cuts to be made. Therefore, for example, such canvases are advisable to use when sawing tree trunks.
- Low-toothed blades are most suitable for cutting thin sheet materials.
- When cutting large workpieces, choose a saw with coarse teeth.
- In order to reduce resonance phenomena and increase the range of cutting lengths when using one saw, the teeth on its blade must have a variable pitch and differ in size.
- Saws with frequent evenly spaced teeth are recommended for cutting large blades.
- Variable tooth blades do a good job of cutting soft materials while providing high productivity as the saw is not clogged.
The geometry of the teeth, which is determined by their profile and sharpening angle, is also important:
- For example, in the process of cutting pipes, channels, corners and other shaped materials, vibrations, as a rule, occur, leading to breakage of the teeth, therefore it is recommended to use blades with teeth with reinforced backs.
- For cutting stainless steel, a material with a viscosity, we recommend blades with a large inter-tooth space and sharpened teeth at an acute angle.
The method of setting the teeth on the blade determines both the quality of cutting and the speed of tool wear, and, in addition, the level of vibrations arising during operation depends on it.
Wherein:
- When cutting large pieces of metal, so that the blade does not jam, it is recommended to use saws with alternating narrow and wide sections.
- The standard setting method, in which the teeth are moved alternately in different directions from the center tooth, can be used for saws used on vertical machines, as well as for cutting large workpieces and for contour cutting.
- The variable type of setting, also called group setting, is characterized in that in this case the teeth are bent in pairs in opposite directions, provides high efficiency and reduces the load on the cutting tool.