Types of tools and features of its design
Cutters are produced in various designs, and for their manufacture, as mentioned above, different materials can be used.
By the structure of the burrs can be:
- single cone design;
- double-cone;
- three-cone.
The shape of the head of such a tool can also be varied. So, there are cones with a conical, cylindrical, spherical, oval or semi-oval head. The choice of this or that type of tool depends both on the nature of the technological tasks and on the geometric parameters of the product to be processed.
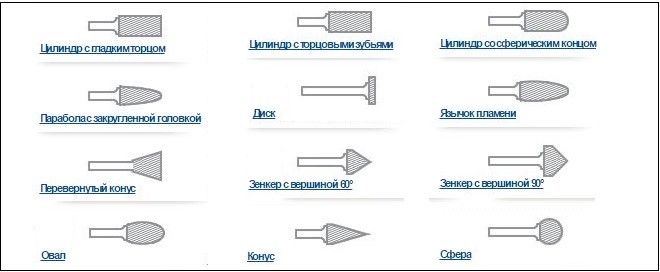
Shapes of working heads of cones
Cutters also differ in the material of manufacture. Depending on this parameter, these can be:
- tools made of carbon steel;
- diamond cutters, the working part of which is coated with diamond chips;
- abrasive cutters, which can also be sprayed onto the working part or completely made of abrasive material;
- hard-alloy cutters, on the metal shank of which a working head made of hard alloy is soldered.
Rotary burrs made of carbon steel
Cutters, for the manufacture of which carbon steel is used, are most often used to work in conjunction with an electric drill or screwdriver. It can be both wood cutters for a drill, and a tool designed for processing metal products. One of the main advantages of such a burr is its low price.

Carbon steel cutter teeth are highly worn when working with hard metals
Using this metal tool, even in a domestic environment, it is possible to process recesses of complex configuration, eliminate sharp edges on products, create even and neat holes and increase the diameter of existing ones.
Diamond cutters
Diamond cutters, which can also be used in conjunction with hand-held power tools, are already a professional tool. It can be used to perform fine grinding and boring of holes. Such tools demonstrate their effectiveness not only when processing fragile materials such as glass or ceramics, but also when working with high-strength materials, where metal cutters are simply powerless.

Professional diamond bits
A diamond cutter is exactly the tool that engraving machines are equipped with, allowing you to process the smallest details, apply various patterns and inscriptions to the surface of products. The surface processed with a diamond cutter is characterized by a minimum degree of roughness.










Abrasive cutters
From the point of view of application, an abrasive cutter made by spraying is not much different from a diamond-type tool. Due to the high hardness of its working part, the abrasive cutter can be successfully used for processing materials such as metal, plastic, ceramics and glass, concrete, artificial and natural stone, brick, etc. Like the tools of the two previous categories, the abrasive cutter can be performed in any shapes and sizes, and can also be used with a drill and screwdriver.
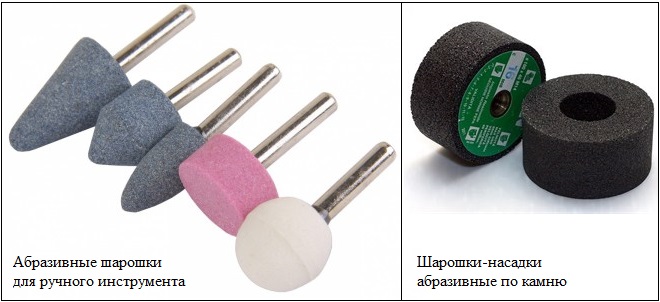
Corundum cutters
The working part, which the abrasive cutter is equipped with, is made by spraying or entirely made of abrasive material, which is most often used as electrocorundum.A roller cone bit made of abrasive has a low cost, but it also serves much less than even a metal tool.
Carbide cutters
Cutters, the working part of which is made of hard alloy, are used mainly in production conditions. Carbide cutters, which are equipped with powerful and high-speed power tools, are used for processing materials with high hardness - cast iron, heat-resistant and stainless steel, titanium alloys, etc.

Cutters for metal with a carbide head
Cutters of this particular type are the best choice in cases where it is necessary to process welded seams with high quality. Carbide tools, the working part of which can also be of different configurations, are distinguished by an extremely long service life.
Tool selection
The high efficiency of this type of tools is determined by a number of specific parameters. Among the performance indicators, the most important are:
- the nature of the operation being performed;
- characteristics of the processed material;
- geometric dimensions of the part;
- head shape;
- type of cutting notches;
- properties of the power tool.
When choosing a device, it is also recommended to take into account the power and number of revolutions of the equipment being equipped. The technical characteristics of the product must correspond to the metric indicators of the tool.
Metal emery with a fine, universal, ultra-fine cut and for working with soft metals can have a specific head shape. The effectiveness of the device depends on the shape and location of the cutting part; the tool can have:
- rare teeth for processing alloy of aluminum and copper;
- standard teeth for edging and deburring;
- multidirectional teeth for working with hard metals.
For processing non-ferrous metal products, experts recommend using corundum emery with reinforced sharpening. A diamond or abrasive cutter, as well as a tool with the main part of double sharpening, will help to remove burrs. When grinding the surfaces of products, a conical burr with an ultra-thin cut is used.










Features when working with a drill
When working with equipment for grinding metal surfaces, there can be two options for the location of the tool relative to the workpiece being processed:
- Holding the drill in your hands. The most popular and convenient processing method. The master works only with a tool, and the workpiece remains motionless. However, when manually controlling the drill, you need to take into account the angle of the tooling relative to the part. If it is chosen incorrectly, grooves, irregularities, and bumps will remain on the surface.
- Fixed tool. This type of processing is similar to working with a machine tool. The quality and accuracy of grinding increases. However, it is inconvenient to move the workpiece, it is difficult to get to hard-to-reach places.
Before starting work with the equipment, you need to check the integrity of the abrasive coating, how well it is clamped in the chuck. We must not forget about the duration of the grinding process. Some surfaces can be treated for tens of hours
It is important to let the tool rest after every 10 minutes of vigorous use. This reduces the risk of marriage, failure of the moving elements of the drill.
To create a texture on the surface of the workpiece, it is necessary to process it with a nozzle with metal fibers, cover it with varnish on top.
Grinding attachments for metal surfaces are used when working with different materials. The type of equipment is selected depending on the type of surface to be machined, the shape of the workpiece, the required degree of grinding. Considering the power of the drill, the speed of rotation, it is possible to avoid equipment breakdown and material damage.
Material features
Metal tiles are profiled sheets of galvanized steel, on which a polymer coating is applied, which protects the material from rust and mechanical damage. The polymers used for the production of roofing (pural, plastisol, polyester) have a sufficiently low melting point, therefore it is not recommended to use an abrasive tool for cutting metal tiles. The use of such devices has the following consequences:
- When the grinding disc is operating at high speed, the polymer coating melts along the edges of the cut, as a result of which "bald spots" of unprotected metal are formed on the surface of the metal tile.
- When cutting metal tiles with an abrasive tool at high speeds, the edges of the cut are heated to a significant temperature, due to which the properties of steel change for the worse, the zinc layer melts.
- After 1-2 years of operation, the places where the polymer and zinc layers have been damaged due to the use of an abrasive cutting tool become centers of corrosion, irreversibly destroying the structure of the material.
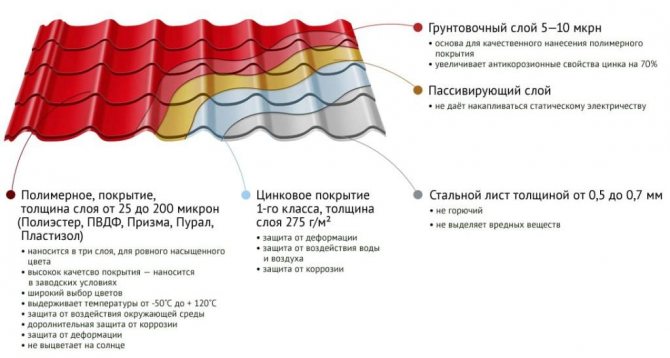
The structure of the sheet of metal
For woodworking
The processing of wooden blanks does not cause such difficulties as working with metal. With the help of wood drill cutters, you can perform both roughing and finishing of workpieces. For hand tools, cutters are used, in which the shank has a diameter of 8 or 12 mm. Different types of cutters are used when processing various wood materials. Types of cutters for wood:
- Kalevochnye. Used for rounding corners.
- Disk. Serve for cutting various grooves and grooves.
- Fillet - for creating semicircular grooves.
- V-shaped. Used to cut grooves on flat surfaces.
- Thorns - for making dovetail grooves.
- Edging - for processing the edges of products.
- Cylindrical - for flat surfaces.
- End - for the production of recesses and grooves.
- Tapered - chamfers edges.
- Drills designed for making holes in wood.

To perform various technological operations, the required type of tool is selected. When working with a cutting tool, you must follow the safety rules. In the process of processing, pieces of the processed material fly off, and breakdowns of the cutting tool are possible. For safety reasons, goggles and gloves should be worn.
Varieties of grinding devices
Nozzles on a drill for resurfacing can be divided into 6 main groups. Any rig is an item consisting of two parts:
- The shank is the cylindrical part of the nozzle that has no roughness or abrasive material. Designed to be secured in a power tool chuck.
- Working head. It is a part of a tooling on which a layer of abrasive material is applied. Thanks to him, surface treatment occurs.
Depending on the different types of nozzles, the shape of the working part, the type of abrasive material, and the size change.

Varieties of grinding attachments
Plate nozzle
Represents a crash flat round plate that consists of a base and an abrasive pad. It can be of two types:
- plastic;
- rubber.
Sandpaper of different grain sizes is fixed to the base. Large particles are needed for rough processing. Finishing work is carried out using sandpaper with a fine abrasive material.









Special bowls
Grinding attachments that look like inverted bowls. The base is made of metal or plastic. Metal villi are fixed on it, with the help of which the surface is processed. With this rig, a wood-like texture is made. From above, it is cleaned with a polishing wheel, covered with a protective layer (stain, varnish).
Disc nozzles
This type of rig can be compared to special bowls.Discs are products consisting of a plastic base on which metal pile is fixed. However, unlike bowls, the direction of the villi goes from the center to the edges of the disc. Metal pile discs are used for cleaning hard-to-reach places. To do this, you need to have practical skills in order to be able to effectively use a disc with metal pile.
Cylindrical nozzles
The second name for this rig is drums. They represent a cylindrical base, at the end of which a tape with an abrasive material is fixed. The base is made of durable rubber. A bolt is screwed into its central part from the side opposite to the shank. It is needed to replace the abrasive. Change of abrasive:
- Remove the bolt.
- Remove old abrasive tape.
- Put on a new new strip of sandpaper glued with a cylinder.
- Tighten the adjusting bolt.
With the help of cylindrical equipment, holes of different diameters are processed, metal surfaces are sanded.
Soft tips
When it is necessary to finish the protective coating, soft tooling is used. It includes soft leather, felt, foam rubber. The soft material is fixed with a washer. They do not scratch the treated surface, remove a layer of irregularities, debris, dust.
End circle
They are abrasive stones of various shapes. They are used during the processing of various materials. More suitable for finishing stripping. Coarse abrasives are used to process the ends and edges of the workpieces. Small ones carry out processing of hard-to-reach places, jewelry. A polishing wheel made of fine abrasive material allows for soft processing of metal, wood, stone, plastic.
Drill requirements
Milling refers to the processing of an object with a milling cutter, it is located in the motor housing. The master controls the work processes, he regulates the speed of revolutions and the depth of penetration into the workpiece. When working on a milling machine, the machined part moves.

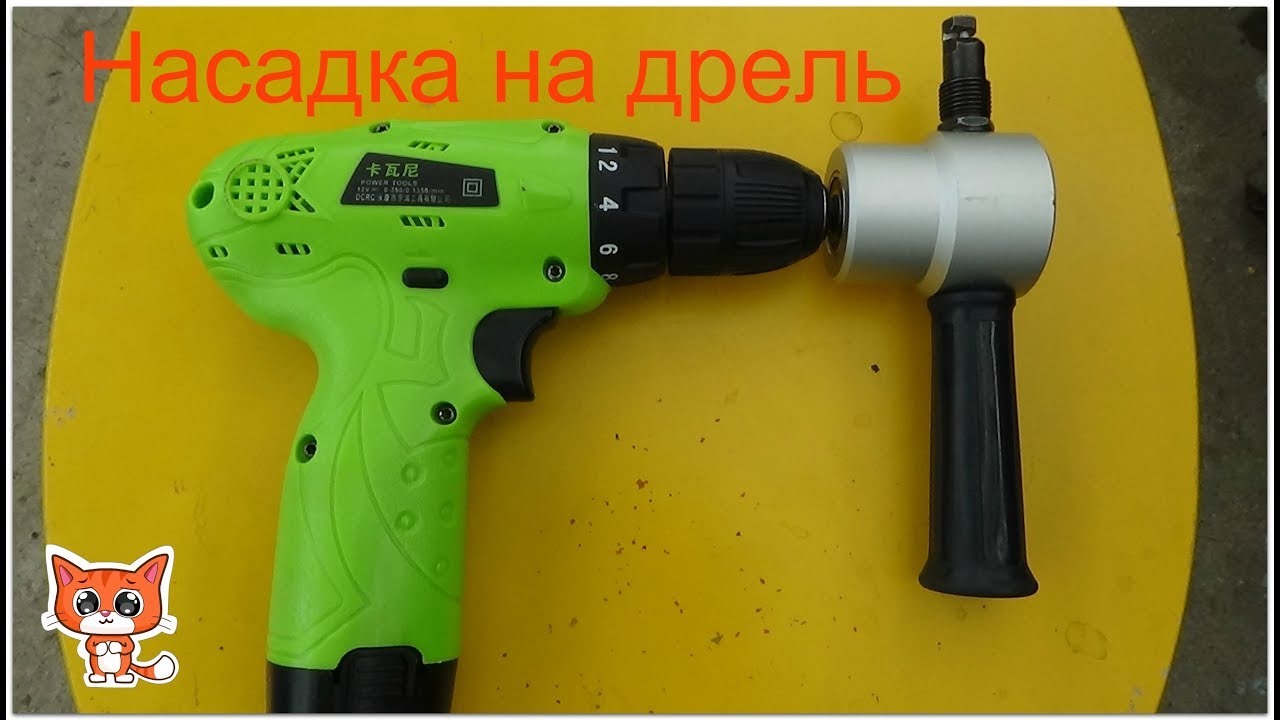
Electric drill with attachments
When a drill is used, the device itself is moved, which should be suitable for milling. Greater precision is required from these operations, where the main force is on the drive.
If you plan to carry out small milling work in the workshop that does not promise serious loads, a regular electrical appliance will do.
The principle of operation of such a tool is based on the speed of the shaft, and it is provided by the engine. From the functional part, the load is transferred to the installed actuator - drill or milling cutter.

Equipment elements
These are the elements of the equipment, they have to perform specific actions with the material:
- in-depth sampling;
- contour notch;
- cutting grooves or ledges.
The cutting element is set taking into account:
- power unit power;
- management methods;
- drill brands;
- center of gravity.
Only at high speed can the object be cleanly processed. On a special machine, they reach an average of 25,000 rpm. For the highest revving drill, this figure is 4500 units. No model can achieve the same quality as a production router, but it is not always needed in a home workshop or even on a construction site. From a hand-held electric tool that transmits rotational movements to the rig, the following conditions are required:









- rotation of the shaft with a minimum speed of 1500 rpm, it is desirable that the revolutions be regulated;
- power of mechanics with a margin of safety, since milling occurs with large lateral loads;
- installation of a chuck that will provide a secure grip on the shank.
If you milling with a drill in the wrong position, it is wrong to direct the resistance forces:
- the load vector will change, which will take the gearbox out of working condition with additional pressure on the material;
- the engine will need frequent shutdown to avoid overheating;
- the anchor is deformed;
- the cartridge will not withstand the influence of excessive force.
To cut profile recesses in blanks with different recesses, recesses or grooves, you need to select not only a drill, but also a cutting part in accordance with the configuration and width.
Design features
As mentioned above, almost every type of milling device has distinctive design features. This is especially true for terminal varieties. But at the same time, there are products with different forms of teeth.
An important element is the teeth

the spiky teeth of the cutter have a serious disadvantage
The occipital teeth behave quite differently. They are not afraid of frequent sharpening or heavy work with metal. Therefore, they are more reliable and durable. For drills, and indeed for machine tools, this is an ideal option.
Is the milling cutter a whole?
In addition to differences in shape, cutters are also subdivided into solid and prefabricated models. The first option is made from one blank. To avoid unnecessary waste of expensive material, many small cutters are made from one bar. Therefore, this approach significantly reduces the cost of the product.
There are also prefabricated models. As the name implies, the cutter is manufactured individually and then all the components are connected to each other. Most often, the body is made from cheap types of steel, while the teeth are made from hard materials (most often these are alloys). Of course, the cost of the structure increases, but thanks to such a device, one can easily replace one component with another.
Features of working with a drill
When using a drill instead of a router, it is necessary to take into account the peculiarities of working with this tool.
Important to remember:
- The rotational speed of the drill is less than that of the router, so the cut will be slower.
- The motor of the electric drill overheats during prolonged use. It is required to take breaks to cool the instrument.
- The gearbox shaft bearings are designed for longitudinal loads and can be damaged during cross-cutting. Do not use large forces in the transverse direction. This increases the processing time.
- The chuck of an electric drill may not withstand lateral loads, which leads to damage to the part.