The principle of operation of band saws
The basic operating principle of band saws is to saw the workpieces using a continuously moving closed steel band saw.
Thanks to this principle, band saws have a number of advantages:
- The cuts are done quickly, accurately and cleanly.
- Materials of various hardness are taken into work, including especially strong metals.
- The devices cope well with workpieces of increased thickness.
- The equipment allows you to perform a number of fairly complex types of sawing, including curved sawing.
- The movement of the blade in the machines is carried out in the direction of the working table, therefore kickback and ejection of the workpiece towards the operator is excluded.
- The cut is made very narrow, so there is little sawdust here, thereby saving the original material.
- Many bandsaws are cheaper than circular saws that have similar features.
- The units are quite compact, they need a small area to work. There are also desktop options.
- When performing operations, the machines emit little noise, which allows them to be used in workshops located, for example, near residential buildings.
Advantages and Disadvantages of Using a Band Saw in Repair
The reasons for the widespread use of band saws in small business and private practice are:
- Low costs for installation of the device: the tool is compact and does not require a special foundation; special training is not required to assemble the machine;
- the ability to cut large-diameter parts;
- ease of use;
- simplicity of design;
- high productivity, including the ability to adjust the cuts, an even cut of the metal, minimal material loss during sawing, processing accuracy;
- low heat transfer to the air (there is no sudden temperature jump in the room).
The disadvantages of using a band saw during construction and repair work are:
- High noise level (work near living quarters is not recommended);
- significant vibration on manual installations (CNC machines are not available for personal use and are presented only in large industries);
- large dimensions of the tool: the saw cannot be used in a small room, additional space is required for storing workpieces.
Classification of band saws
By design features, band saws are:
- Cantilever (pendulum) band saw - in its manufacture, a special saw arm is used, which rises and falls due to the rotational action of the hinge. This type is used for sawing stainless steel pipes, pre-packaged profiles, rolled products.
- Single-column - they are based on a horizontal saw frame that descends along a vertical column. In terms of design parameters, it is similar to a radial drilling machine. The main advantage of this type is the ability to cut metal products at an angle.
- Two-post - also use a horizontal saw frame that moves along 2 vertical columns. The connection to the bed is carried out using a rigid closed loop. The advantage of two-column saws is considered to be high levels of competition severity; the tool can be used for cutting any metal.
- Gantry machines - consist of a fixed working area and a movable gantry for cutting, on which it is possible to process materials of large dimensions (plates, castings).The advantage of the tool is its compactness: since the portal moves along the linear guides of the desktop, the equipment does not require a lot of free space.
- Vertical band saw for metal - designed for both straight or curved cutting along the outer and outer contours. Principle of operation: the workpiece is not clamped in a vice, but manually held in the working area.
- Rotary (angular) - allow you to cut metal at different angles to the axis of the part. Their design is based on a pivoting saw frame that rotates around a vertical axis. This allows you to adjust the cutting angle in one motion.
By the degree of automation
Manual (gravity) - the saw frame is driven by the use of the physical strength of the worker, as well as its own weight.
| Advantages | disadvantages |
| 1. Price-quality ratio (low cost of equipment with high performance of the tool).
2. Ability to adjust the cutting angle (up to 60o). |
1. Significant vibration during operation, which leads to rapid wear of the equipment.
2. Lack of reliable automatic cleaning mechanisms. 3. The need for manual control of the level of inclination of the pulleys. 4. Lack of automatic control of the force of pressure of the equipment on the workpiece. |






- Semi-automatic saws - all operations (clamping-opening of the vice, lowering-lifting of the saw band) are carried out automatically using a hydraulic drive. The task of the worker is only to control the movement of the metal. Processing of products is possible at an angle from -60 ° to + 60 °. Suitable for cutting heavy metals, including solid billets from cast iron, non-ferrous alloys, stainless steel.
- Automatic band saw for metal - used in large industrial production. The operator's tasks are minimal: he only needs to set the parameters of metal processing when placing the workpiece in a vice. The further process is automated, the sawing process is controlled by the CNC. The equipment is characterized by the highest productivity, as well as high accuracy rates.
By functional features
- Class I - saws are used in large-scale industrial production for processing all types of metal (metallurgical plants, production shops, heavy engineering, etc.). The width of the web is not less than 27 mm. The cutting surfaces are characterized by high strength, which provides low wear rates, low cost per cut.
- Grade II is a popular type of band saws. They are used in blank production of machine-building enterprises for cutting non-ferrous metals, alloy steel, heat-resistant alloys, titanium. The width of the tape is from 20 mm.
- III class - most often represented by cantilever saws. They are used in small industries engaged in the manufacture of pipes, profile rolled products. Low productivity tool with high tooth wear. Web width - from 17 mm.
- IV class - small-sized, light devices used for cutting parts with a diameter not exceeding 50 mm. Class IV band saws are not used in industrial production. They are in demand in repair shops and for private use. The width of the web does not exceed 13-15 mm.
Distinctive features of band saw machines:
- Pulley diameter. The larger it is, the smaller the bending radius of the cutting tool, as a result, there is less stress in the saw blade, and ultimately the longer the service life of the blade. Sawing pulleys for machines of the professional series are: 400 mm, 500 mm, 600 mm and above.
- Maximum cutting height and width. These parameters show which maximum workpiece you can machine. As a rule, professional equipment has a cutting height of 250mm and more, a width of 390mm and more.
- Desktop size and equipment. The larger the working table, the more convenient it is to work with dimensional workpieces, and its good equipment significantly expands the functionality of the machine. Work tables are: 580x420 mm, 630x485mm, 700x600mm. Also, on machines of the professional series, the table must necessarily tilt in the range of 0-45 ° to perform cutting at an angle. The equipment can be as follows: a stop ruler, a stop for cutting small workpieces, a device for performing circular cuts, an automatic feeder, additional tables that increase the working area of the machine and much more.
Equipment features
When choosing bandsaw machines for processing wood blanks, you need to pay attention to the mass, power, cutting height and width, dimensions of the desktop, and the possibility of tilting it. At WoodTec you can buy a wood band saw with a power of 1.5 and 3 kW at the best price.
Available LS 40NEW with cutting height 250 mm and 390 mm wide, model LS 50NEW with a cutting height of 300 mm and a width of 480 mm and LS 60NEW with a cutting height of 350 mm and a width of 580 mm
At WoodTec you can buy a wood band saw with a power of 1.5 and 3 kW at the best price. The LS 40NEW model is available with a cutting height of 250 mm and a width of 390 mm, the LS 50NEW model with a cutting height of 300 mm and a width of 480 mm and LS 60NEW with a cutting height of 350 mm and a width of 580 mm.
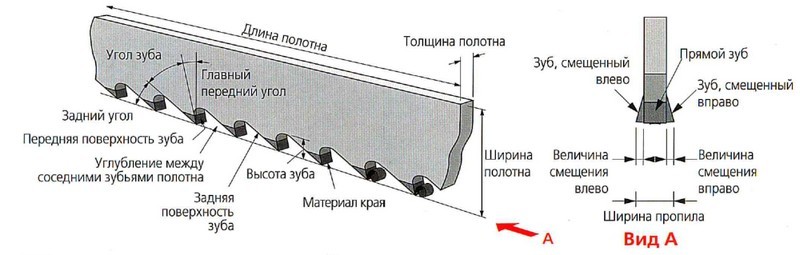
The main reasons for the premature failure of the belt blade.
A)
- Chipping (knocking out) teeth
- Saw pitch too shallow.
- Saw pitch too coarse.
- The workpieces are not securely fixed.
- Saw speed too low resulting in overcutting.
- Too much feed pressure causing the saw to cut excessively into the material.
- A slack on the saw will cause it to slip.
- Slipping (stopping) of the saw under load, causing the saw to cut excessively into the material.
- Saw brush missing, inoperative or worn out
B)
- Cracks in the grooves of the teeth.
- Difficult saw movement in guides and pulleys due to contaminated pulleys or reduced clearance in the guides.
- The gap between the guides is too large.
- The guides are too far from the workpiece.
- The side rails clamp the saw in the area of the tooth grooves.
- Loose side rails will cause the saw to tilt
- Incorrect saw tension.
V)
- Cracks on the side of the back of the saw.
- Wear of the upper support bearing in the guides
- High supply pressure.
- Worn side guides.
- The blade is pressed against the pulley shoulder.
G)
- Saw beat (vibration)
- Curved weld.
- Saw pitch too far.
- Lack of teeth (broken out).
- Supply pressure too low or high.
D)
- Premature blunt teeth.
- Saw speed too fast for the material.
- Saw pitch too fine or too coarse
- Saw blade not parallel to feed direction.
- Defects on the side rails.
- Guides loose or worn.
E)
- Non-perpendicular cut.
- Saw blade not parallel to feed direction.
- Large gap in the guides.
- The table surface is not perpendicular to the saw.
- The vise is not perpendicular to the saw.
- Saw tension too loose.
- Side guides are loose.
F)
- Burnt shavings.
- Big feed.
- The saw cleaning brush does not work.
- Blunt saw.
- No cooling.
Usage Tips
It is important to consider that you will have to be careful when working with the band saw. Regular maintenance includes wiring and careful sharpening. These manipulations are quite complicated, and in the absence of work experience, it is advisable to use the help of service centers.
You can sharpen saws with a working band with special wheels. The selection of sharpening devices is made in accordance with the strength of the teeth of the instrument
These manipulations are quite complicated, and in the absence of work experience, it is advisable to use the help of service centers. You can sharpen saws with a working band with special wheels.The selection of sharpening devices is made in accordance with the strength of the teeth of the instrument.









But the geometry of the sharpening parts is also determined by the technological parameters of the saw. Before sharpening, make sure that the teeth of the tool can cut surfaces as evenly as possible. Taking on such work, you cannot make jerks. The sufficient level of coolant in the grinding mechanism must be checked. The accuracy of the adjustment of the teeth depends on this. When the sharpening is complete, you need to inspect the band saw. Any burrs, debris and particles must be removed. Sharpening the tool is required strictly in protective goggles, while wearing a respirator. It is recommended to give preference to professional grade grinding machines.
Setting the teeth is just as important as sharpening them. The task of such manipulation is to reduce the friction force. Complex types of wiring are done only by trained professionals. It is also imperative to adjust the band saw. This procedure is required for each newly assembled machine and after changing the blade. Cleaning of the pulleys is a must. It is needed even with stable dust protection. The setting also includes the required tension of the canvases. It is weakened if they plan not to work for 2-3 days.
For the correct sharpening of band saws for wood, see the next video.
Let’s block ads! (Why?)
Saw band speed.
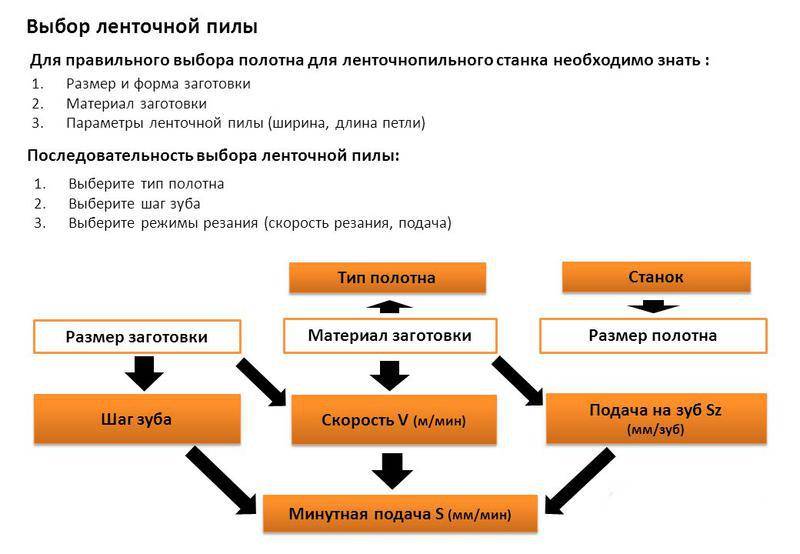
The cutting mode is determined by several parameters, first of all, this is the workpiece material. It is necessary to take into account which group of steels and alloys it belongs to. You also need to know the size of the workpiece to be processed and choose the right tooth pitch.
At the same time, it is of no small importance which company produced the canvas. Bandsaw sellers give recommendations for choosing the optimal band saw speed for a particular type of equipment
The equipment produced by the American company JET has proven itself well - models with the VS index are equipped with a stepless speed variator, which makes it possible to optimally select the cutting speed for a specific group of material. In addition, these machines are equipped with a built-in strain gauge to control the tension of the saw, which is also important for increasing the life of the saw.
Determination of the saw blade feed speed. Optimal cutting requires each tooth of the band saw to cut a certain chip thickness. In practice, the feed is selected according to the recommendations of the equipment manufacturers or according to the type of chips that are obtained during cutting. For thin or dusty chips, increase the blade feed speed or decrease the cutting speed. Lightly curling chips indicate the correct cutting mode. Thick or blue chips indicate excessive feed rate, or increase cutting speed.








Classification
The division into types of band saw tools is made according to several basic parameters. This is the purpose of the canvas. When choosing, it is taken into account which material the product is intended for:
- Saws for wood. Sufficient wear resistance and quality of sharpening are important. The part after processing should have a smooth cut with a minimum tolerance for finishing operations. For woodworking operations, the blade is produced in a special version. The tooth pitch, belt width and strength characteristics of steel have been calculated. With a deterioration in performance, repair and sharpening is allowed.
- Saws for metal. Depending on the strength of the material being processed, a band saw blade model with the required parameters is selected, such as the sufficiency of the strength of the cutting part, the length and pitch of the teeth.
- Universal canvases. They are designed to work with materials of different structure and strength. One saw can work on both metal and wood. While there are obvious advantages, there are also significant disadvantages. Such canvases will play out to specialized products of a narrow focus.It is advisable to use such a band saw equipment only for a variety of work in workshops and small shops, where such a choice will be fully justified. Somewhat worse performance is offset by versatility. There is no need to readjust the band saw equipment and change the blade. Several versions are available with different types of cutting edges and tooth pitches, made from different grades of steel. By width, the blades are divided into standard sizes from 6 to 54 mm.
Saw band selection
The quality of the cutting part is of no small importance. Depending on the material of manufacture, the canvases are classified as follows:
-
Bimetallic. Excellent for work with carbides up to 45 HRC. The list includes stainless steels, high temperature and acid resistant steels.
Bimetallic band saw blades are widely used and are growing in popularity due to their versatility and excellent performance.
- Tool steel blades. A very large group of bandsaw tools. Most manufacturers do not disclose the secrets of the composition and the products are represented by a very different range of designs and chemical composition. Canvases are inexpensive, durable when used wisely. Most wood saws are made from tool steel. Repairable and re-sharpening.
- Carbide saws. They have peculiarities during operation. First of all, the choice of such a blade is due to the need to cut difficult-to-machine metals with a strength of up to 65 HRC. Such saws are ineffective when cutting viscous and soft materials. They require a delicate attitude. Excessive shock load does not drop. Brazed carbide teeth may fall off. The repair of this type of band saw tool requires qualifications and special equipment. So for sharpening, only a diamond abrasive tool and a special machine are suitable for maintaining the geometry of the blade, pitch and angles.
- Diamond saws. The most durable products in this class. Diamond dusting is sensitive to processing modes. The blade is designed for use in special band saw machines with mandatory liquid cooling. It is used in highly specialized industries for the processing of ultra-strong steels, glass and stone. The product is expensive and the repair of the cutting edge is impossible, therefore it is used only in narrowly targeted areas.
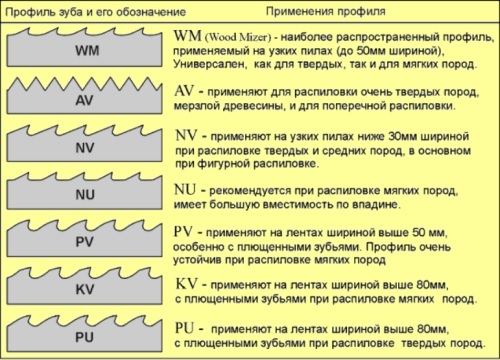
Types of canvases
Subtleties of choice
The most important consideration for selecting the optimal band saws is the impeccable quality of the emerging boards. Any "dips", "waves" and so on are categorically unacceptable. In terms of power, these devices are divided into:
- professional;
- semi-professional;
- homemade.
The semi-professional product is recommended for small businesses and ancillary workshops. Such a tool can work for quite a long time, including when cutting hard material. But if you need to process large-diameter frozen forest, only professional devices are suitable. The cutting depth also plays an important role. It is directly proportional to the motor power








You also need to pay attention to the kerf width. The width of the processed boards depends on this indicator.
The machines installed in large industries can cut workpieces up to 61 cm wide. It is required to check the degree of sharpening of the teeth, which affects the evenness of the cut. Saws that allow you to change the speed of work are clearly better than the regular versions.
But we must remember that a household tool rarely has such a function. The payment for auxiliary options is not very significant, but they are reflected in the convenience of work immediately. The ability to quickly tension the blades reduces the time wasted, and also reduces the labor intensity of the work. It is also advisable to choose versions with millimeter scales. They increase the accuracy of the cut, especially if there are 2 or more stops.
Popular models
The Jet company produces about 50 types of metal cutting machines and about 15 devices designed for wood processing. The most popular models for carpentry in the Russian market are the following units.
- JWBS-10 is one of the cheapest and simplest saws with a power of 0.37 kW, one cutting speed and a maximum width of the cut piece of 25 cm at a depth of up to 10 cm.
- JBS-12 100001021M - 0.8 kW household model. The maximum web speed is 800 m / min. The presence of a gearbox allows you to adjust the processing speed (2 speed options are available). The dimensions of the working table for this model are only 40x48 cm, and the maximum width of the cut made with its help is 30 cm. It is possible to tilt the working surface at an angle of up to 45 °.


- JWBS-15-M is a semi-professional model with a power of 1.8 kW and a sawing speed of 760 m / min, which allows processing workpieces up to 35.6 cm in height.
- JWBS-18-T is a semi-professional machine powered by a 3.5 kW industrial power grid. It has two working speeds - 580 and 900 m / min, which makes it possible to use the device for processing wood species with different hardness. The maximum height of the workpieces to be processed is 40.8 cm, and their width should be no more than 45.7 cm. The presence of a T-shaped groove allows cutting out parts of complex shapes.
- JWBS-20-T is a powerful (6 kW) professional unit with two processing speeds (700 and 1280 meters per minute). Blades with a width of 3 to 38 mm can be installed on the machine, the maximum cutting depth is 40.6 cm, and the width is 50.8 cm. Such a set of characteristics allows the unit to be used for sawing and dividing any species of wood in large industries.
Such installations for metal processing are the most popular among Russians.
- J-349V is a household portable (less than 20 kg) machine with a power of 1 kW with a smooth adjustment of the processing speed (from 30 to 80 m / min), a rotary (up to 60 °) frame and a maximum workpiece diameter of 12.5 cm.
- MBS-56CS is a household budgetary machine with a power of 0.65 kW with three speeds (20, 30 and 50 meters per minute), a swing frame (from -45 ° to 60 °) and a maximum diameter of workpieces being processed - 12.5 cm.
- HBS-814GH is a semi-professional model with a power of 0.75 kW, the gearbox allows you to set speeds at 34, 50 and 65 m / min. Workpiece diameter - up to 20 cm.


- MBS-1213CS is a semi-professional version with a power of 1.5 kW with a stepless speed control in the range from 40 to 80 m / min and a maximum workpiece diameter of 30 cm.
- HBS-2028DAS is a professional semi-automatic machine with a power of 5.6 kW with a pressure cylinder and smooth adjustment of the web speed from 20 to 100 m / min. The diameter of the workpieces is up to 51 cm.
- MBS-1012CNC is a professional 1.1 kW CNC machine for high-precision metal and stone work.

