Drill types for metal
To choose the best models, you need to understand the types of drills.
Spiral
Classic, cylindrical drills, which are most often used for drilling metals. Usually spiral products are made made of HSS steel.
The material is a high-quality cutting type of steel, so the gimbals made from it are characterized by high strength and durability.
Video:
Conical (stepped)
The cutting surface has the shape of a cone, for which this type of drill got its name. Tapered bits are used to make holes in thin metal, as well as to repair defects from other cutting tools.
What are the best step drills to choose? Depends on the type of metal being processed. If the density of the workpiece is too high, then it is better to purchase more expensive, golden-colored products.
In everyday life, this type of drill is rarely used. If it is necessary to frequently drill thin metal sheets or process soft materials, then despite the relatively high cost, it should be purchased for a home workshop.
Video:
Bit (annular cutters)
The cutting tool is a cylinder with a cutting edge, which is used to cut the metal.
The energy consumption for making a hole in this way is several times lower, due to the small area of contact between the tool and the workpiece surface.
The advantage of using this type of drill over others is the production of large diameter holes. At the same time, it is possible to obtain better quality edges than when working with spiral models.
Video:
Perovs
A special type of flat gimbals with replaceable working edges is used for drilling metal. Such products allow you to make high-quality, perfectly straight holes.
The absence of skewing during the drilling process and the ability to make a large-diameter hole in various metal structures allows many craftsmen to abandon the use of spiral products.
These are the main types of drills used for making holes in metal structures.
Video:










Drill designs with indexable carbide inserts

allow you to create holes up to 5 diameters
Features of the structural design of the drill body for metal are associated with the appearance and dimensions of the grooves used for chip removal. They can have a straight or spiral design. It is worth noting that they may differ in terms of the helix angle. If the channel profiling was carried out in compliance with the technology, then this makes it possible to carry out processing with a high feed. Moreover, entanglement of the chips is excluded here, and the quality of the processed surface remains quite high.
It is also necessary to pay attention to the design of the channels for the coolant supply. Best when they are close to the hull area
This arrangement minimizes the core of the drill body, allowing for the growth of the flutes used for chip removal.
Design

The most widespread are carbide inserts for drills, which have the shape of a three- and tetrahedron. Drilling with these tools allows the hole to be created to have an almost flat bottom. A feature of outdated drill modifications is the presence of a square, triangular or broken triangle plate.By using such devices, reasonably good results can be guaranteed in terms of productivity, durability and quality. However, they still show less impressive results than drilling products equipped with specially profiled plates.
The best results can be expected from a technology that has been incorporated into the design, called incremental plunge.
Here, attention is paid to the cutting edge of the central square insert, made in the form of a wave. Initially, using this technology, it is possible to achieve stabilization of the drill and at the same time reduce the risk of its withdrawal to a minimum.
In addition to this, a significant decrease in cutting force is observed.
Drills equipped with replaceable carbide inserts stand out for metal also in that they allow you to create holes whose diameter exceeds the nominal indicator of the drill. This is achieved by displacing the drill on the lathe with respect to the element axis at a distance in the range of 0.8–3.5 mm. The exact value is determined directly by the diameter.

If you are going to use drills with indexable plates for metal, it must be borne in mind that they can be used to process inclined and concave surfaces without resorting to surface preparation and pre-drilling. To successfully cope with such a task, it is only necessary to reduce the infeed during plunge by 50-70%.
Drill varieties - basic parameters
Type and shape of the working part
1. A twist drill, also called a spiral drill, is most often used in everyday life. With this tool, which can be up to 27.5 centimeters long, you can drill both wood and other materials. Twist drills with a diameter of 0.1 millimeter to 8 centimeters are produced.
2. A flat drill, in the form of a feather, hence the second name - feather, is used for drilling large and deep holes. Its cutting edge is made in the form of a blade. It can be made in one piece, together with a shank, or it can be mounted using a boring bar or a special holder.
3. For deep drilling. If a particularly deep hole is to be drilled, the depth of which exceeds 5 drill diameters, a long drill with 2 screw channels is used. A special emulsion flows through these channels, cooling the tool during operation. The channels are made either inside the drill, or inside the tubes soldered to its back.
4. Drill of one-sided cutting. When the hole to be made must have particularly precise dimensions, take a drill designed for cutting with only one side. It has a reference plane and both cutting edges are on the same side of the center axis of the tool.
5. The core drill is hollow inside. Due to this design, it drills only a narrow ring in the material. These are the so-called crowns.
6. To make a center hole in the part, use a special drill called a center drill.










Shank design
There are several variations of the tail section of this instrument. Let's list them. So, the shank happens:
- Made in the form of a cylinder;
- made in the shape of a cone;
- faceted with three, four or six sides;
- SDS type.
Drill method
The drill can be made of a solid piece of metal (with a diameter of no more than 8 millimeters) or alloy (up to 6 millimeters in diameter). In this case, a special steel is used, which has the name "high-speed". Her brands: P9K15, P18 or P9.
If the drill diameter is more than 8 millimeters, then it is made by welding. In this case, the part that cuts is made of high speed steel, and the shank is made of carbon steel.
When it is necessary to drill fragile and brittle materials, use a drill equipped with carbide plates. It has grooves that can be straight, beveled or screw-type.
What shape of the hole needs to be processed
Depending on the task being performed, the purpose of the drills is also different. So, according to the shape of the hole, they are divided into the following types:
- Conical;
- square;
- stepped;
- cylindrical.
What do the drills cover?
1. The cheapest coating is a black oxide film. It protects the tool from rust and also protects it from overheating. The service life of the drill is naturally increased.
2. The titanium nitride ceramic coating is very durable. It extends the life of the instrument at least 3 times. A TiN-coated drill must not be sharpened or all of its benefits will be lost.
3. The drills coated with TiAlN - titanium-aluminum nitride are of even higher quality and reliability. At the same time, such a drill can work without fail 5 times longer than an ordinary one.
4. Titanium carbonitride, otherwise, TiCN, is considered to be a coating of approximately the same quality.
5. When working with a material of high hardness, for example, with porcelain stoneware or stone, it is necessary to use the most durable drills - diamond coated. They have no equal in strength.
Criterias of choice
When choosing carbide drills, which can have different geometric parameters and design, the following characteristics should be taken into account: the material of the product in which the hole is to be drilled, as well as the diameter and depth of the latter
The most significant parameters to look out for when choosing a carbide-tipped drill are:
- material from which the cutting part is made;
- the strength of the carbide used;
- the quality of the drill;
- trade mark and country of origin;
- price.

Tungsten carbide drill bits have sharp cutting edges
Despite the fact that carbide drills produced under well-known brands are distinguished by the highest price on the market, it is advisable to choose them, since their quality and reliability are at the highest level. Considering the fact that any carbide drill is not cheap, it makes no sense to choose a tool of questionable quality from unknown manufacturers.
Technologies for drilling holes in metal used in everyday life
In everyday life, three technologies are used to drill holes in metal. Billets and sheets are clamped with clamps and vices. Most often, ordinary household drills and cylindrical twist drills are used at home.
Conventional drilling
This metal drilling technology is familiar to everyone.
-
The markup takes place.
-
The hole is marked with a hammer and center punch.
-
The workpiece is clamped in a vice or with a clamp.
-
The drill of the required diameter is inserted into the drill chuck and clamped.
-
The tool is centered.
-
A through or blind hole is drilled.

Photo # 3: Drilling metal at home
Reaming
Reaming in metal is a technology aimed at increasing the diameter of a previously made hole. To do this, take drills of large diameters.










At home, the holes usually have to be reamed out in stages, gradually increasing the diameter of the tools used. This is due to the fact that the power of a household drill is in many cases insufficient for drilling large holes in thick workpieces. In addition, the stepwise approach reduces the axial pressure on the drills. This greatly reduces the likelihood of breakdowns.

Image # 1: the principle of drilling large holes in thick metal at home
Reducing the diameters of the deep parts of the holes
With this drilling technique, a shallow hole with a large diameter is first drilled and then smaller tools are used. The technology looks like this.
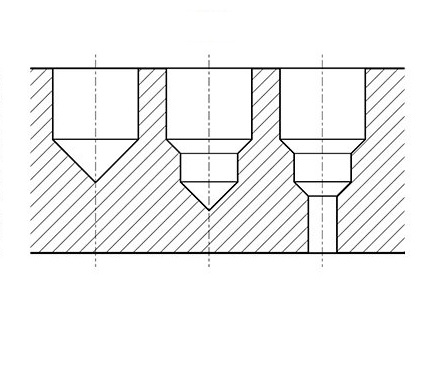
Image No. 2: technology for reducing the diameters of holes in metal
Wood drill sets
What should be included in drill sets? There should be a variety of models of metal products. They are designed for different thicknesses of the wooden part. As a rule, they have a hexagonal base, which in volume ranges from 5 to 50 mm in diameter.

A good quality drill should be well sharpened. In the future, this will prevent its deformation during the working process.

A bole with a diameter of more than 9 mm must have a hex shank. It provides a tight fixation of the metal base during the drilling process, thereby preventing it from slipping. Each model is designed for a specific type of solid wood.

For example, the 11 mm long wood drill is designed for soft rocks. The drill will rotate up to 1800 rpm. At this time, the metal base will be in close contact with the surface of the wood.

For hard tree species such as oak, alder, cedar, use a 20 mm drill. In the process of drilling del will make up to 1000 revolutions per minute.


Quality sets are presented in yellow. This shade indicates the presence of titanium dioxide. This material extends the service life of the metal product.

If the surface of the drills is made in gray, then it indicates their one-time use. They contain aluminum alloys, which are designed for thin wooden parts.











A black surface indicates a hardened metal finish. This process makes metal products stronger and more durable. They are suitable for conifers. This wood is considered soft.

Varieties
There are several types of ceramic drills. Here is their comparative characteristic.
Lance-shaped
They have the following advantages:
- low cost: from 60 to 120 rubles;
- long service life.
These qualities make the lance drill one of the most demanded when drilling holes in tiles with a diameter of up to 12 mm (maximum for a given drill).
The service life is greatly reduced when drilling porcelain stoneware - enough for only 4-5 holes. But taking into account the high cost of special drills for this material (300-500 rubles), drilling a small number of holes with two or three spear-shaped drills seems to be more profitable.
The profile and angle of the tool is designed exclusively for glass and ceramics. When you try to drill a brick or concrete, it quickly fails.
Victory
The winner is an alloy of tungsten and cobalt developed in the USSR, characterized by high hardness and at the same time affordable cost. Victory drills are quite popular as they have the best combination of price and durability.
Drill with a victorious tip
Carbide
A characteristic feature of this drill is one-sided sharpening of the cutting part at an acute angle. Thanks to this, penetration into fragile materials such as ceramic tiles and natural stone occurs easily and without cracking. Solid carbide drills are available with a maximum diameter of 12 mm.
Diamond coated
The variety is more suitable for professionals who need to drill a tile constantly and in large quantities, it is expensive, but on the other hand:
- easily copes even with very hard materials: diamond is superior in strength to any other material in nature;
- has an increased resource;
- makes holes with very even edges, since the material is not cut, but crushed by the spray crystals.
According to the method of fixing diamond spraying, drills are divided into three types:
- with attachment of diamond chips to solder. This is the most accessible variety, but it loses spraying relatively quickly, especially when overheated (the solder softens);
- with mechanical fixation. Diamond grit is fused into the edge of the drill, heated by high-frequency currents to a state of plasticity.The tool is resistant to overheating and loses deposition much more difficult, therefore it lasts longer. At the same time, the cost of it, although higher than the previous variety, is quite affordable;
- with laser soldering. The most expensive and durable drills. Typically used in industry.
Circular "ballerina"
The tool is similar to a compass: one "leg" is a centering drill, the other is set aside and is equipped with a cutter. There are models with two cutting "legs".
The distance between the legs, that is, the radius of the hole to be made, is adjusted with a hex wrench.
The minimum value is 15 mm, the maximum is 45 mm. Accordingly, the "ballerina" allows you to drill holes with a diameter of 30 to 90 mm.
This type of drill is convenient if holes have to be made from time to time and at the same time of different diameters. For permanent work, it is more correct to purchase a set of crowns (cylindrical drills): they leave an even edge. After the "ballerina", the edge of the hole has to be leveled with sandpaper or a file.









Feathers
A characteristic feature of the pen drill is the pointed cone protruding in the center of the cutting edge. It allows you to accurately position the drill and at the same time "catch" on the slippery glazed surface.
There is no need for preliminary punching of the tile. The maximum pen drill diameter is 30 mm.
Universal
Manufactured from high carbon steel. They are sharpened in a special way that allows you to process a wide range of materials.